





























































Nieodłączną częścią rozwoju produktów przemysłowych jest produkcja prototypów i próbek początkowych, niezależnie od tego, czy produkt jest prostą śrubą, czy złożoną częścią samolotu. Produkcja pojedynczych elementów, które są często dość małe, w środowisku produkcyjnym jest zwykle kosztowna procedura. Na podstawie tego obliczenia kosztów i korzyści w ciągu ostatnich kilku lat rozwinęła się specjalna dziedzina zastosowania metalurgii proszkowej: produkcja dodatkowa.
Produkcja dodatkowa (AM) jest „procesem łączenia materiałów do produkcji obiektów z danych modeli 3D”.1 AM tworzy obiekty warstwę po warstwie z różnych proszków metalowych lub proszków stopowych. Specyfikacje procesu produkcji zależą od wymagań i możliwości użytkownika, a także od rodzaju i wielkości przedmiotu do produkcji.
W ostatnich latach w branży powstały różne metody, takie jak:
- Rapid Prototyping
- Rapid Manufacturing
- Laser Beam Melting
- Selective Laser Melting
- Direct Metal Laser Sintering
- Electron Beam Melting
- Powder Bed fusion
- Freeform Fabrication
- Solid Freeform Fabrication
- Laser Metal Deposition
- Laser Cladding Direct Energy Deposition
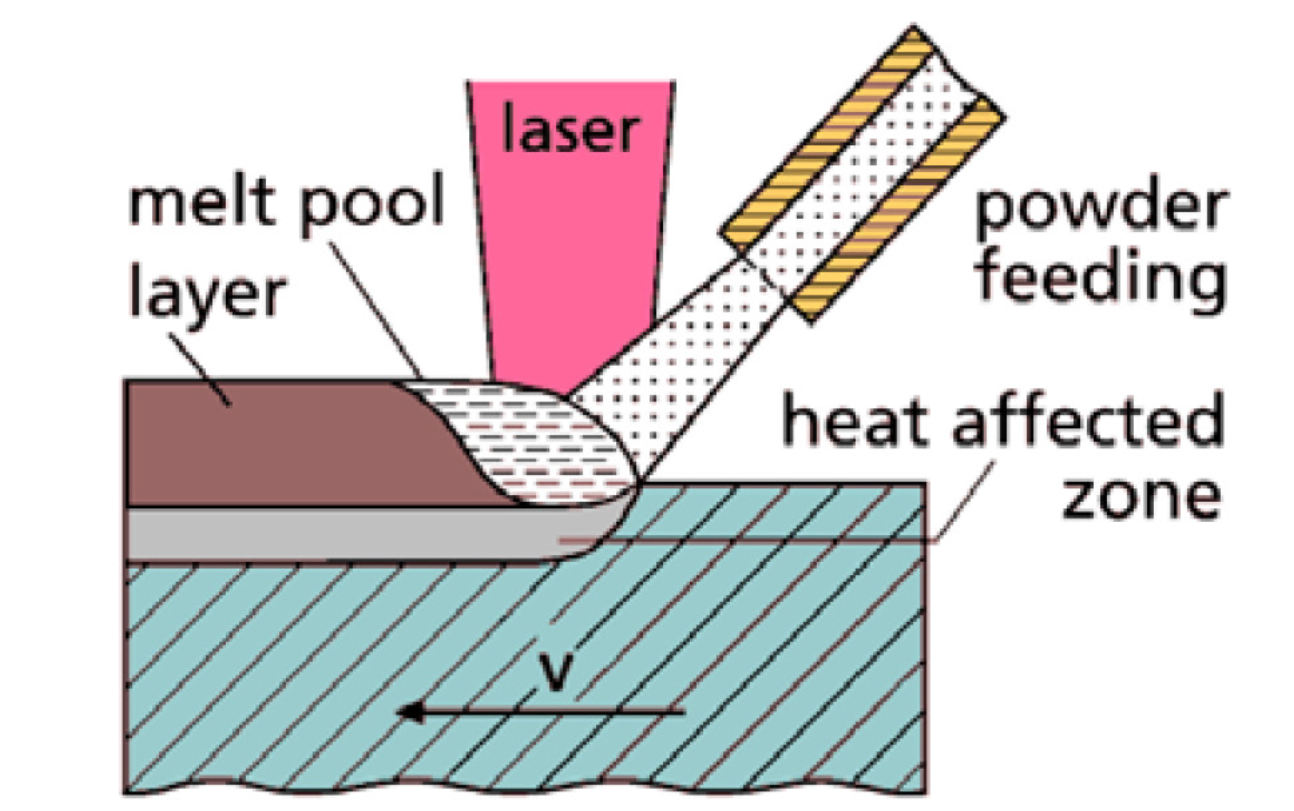
- Większość metod AM opiera się na tej samej procedurze. Promień lasera lokalnie topnieje górną warstwę proszku, która utwardza się i tworzy warstwę materiału stałego. To jest powtarzane warstwa po warstwie, aż do utworzenia ostatecznego obiektu. Jakość niewykorzystanego proszku jest określana przez analizę rozmiaru cząstek (sianie), aw niektórych przypadkach również przez analizę elementarną, przed powrotem do procesu produkcji.
Proces kontroli jakości
Produkcja dodatków staje się coraz bardziej ugruntowaną technologią produkcyjną. Jednak, ponieważ jest ona nadal nowa, wymagane etapy procesu nie zostały jeszcze jednolicie zdefiniowane. Na przykład nie ma ogólnoświatowych standardów opisujących proces kontroli jakości. Ustanowionym parametrem jest rozkład wielkości cząstek proszku stosowanego w AM. Jednak wielkość cząstek nie powinna być jedyną cechą stosowaną do kontroli jakości.Wśród proszków metalowych stosowanych do produkcji dodatków znajdują się różne rodzaje stali i tytanu. Aby sprawdzić jakość i czystość tych surowców, należy wdrożyć odpowiednie procesy. Na przykład zawartość różnych "obcych" elementów powinna być ściśle monitorowana, aby zapewnić wysokiej jakości produkt końcowy.
Elementy mające wpływ na właściwości materiału
Stal
Na szczycie listy znajduje się wiele pierwiastków, które wpływają na właściwości stali z węglem. Stal jest klasyfikowana w różnych klasach jakości i dziedzinach zastosowania, w zależności od rodzaju i stężenia tych pierwiastków stopowych (C, Si, Mn, P, S, Cr itp.). W poniższym opisano najważniejsze pierwiastki niemetaliczne i ich skutki. Węgiel [C]: Zawartość węgla wpływa na różne parametry fizyczne stali. Ten stop żelaza zawiera od 0,0002 do 2,06% węgla. Im wyższa zawartość węgla, tym niższy punkt topnienia. Ponadto, kruchość i twardość zwiększa się wraz z zawartością węgla.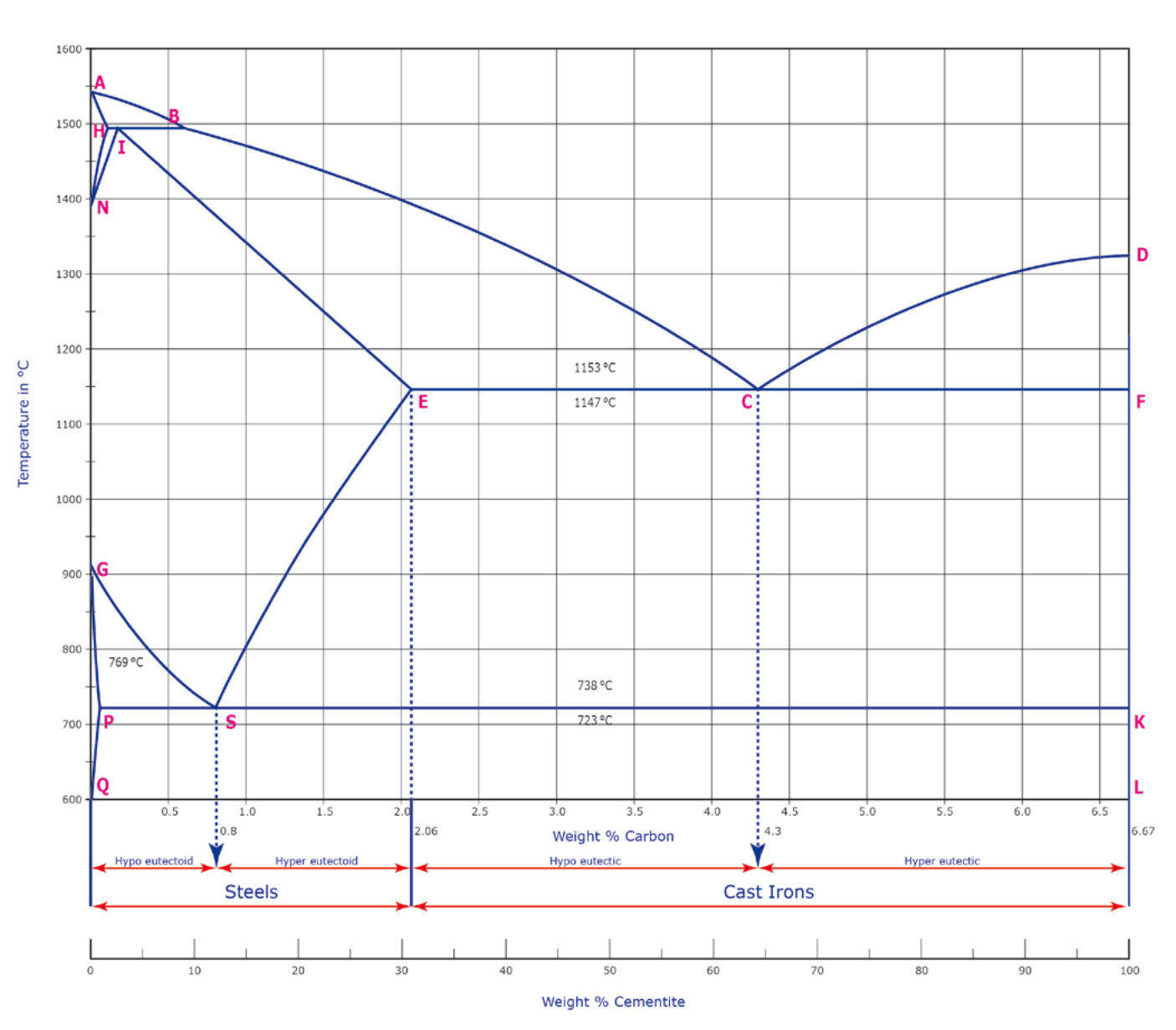
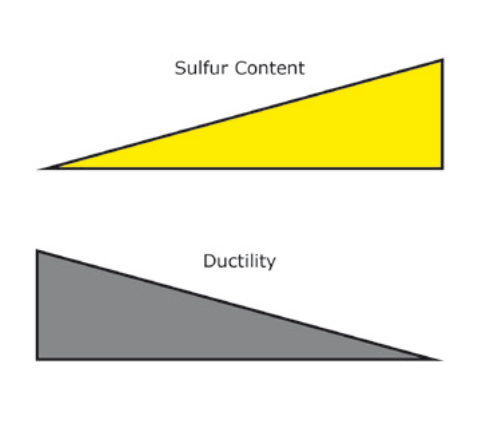
Siarka [S]: Jeśli stop zawiera siarkę, zwiększa to zdolność obróbki stali, tj. przydatność materiału do obróbki metodami takimi jak wiercenie lub frezowanie. Im wyższa zawartość siarki, tym niższa jest ductility.
Nitrogen [N]: Zawartość azotu może być podzielona na pożądaną i niepożądaną zawartość. Istnieją specjalne zastosowania, które pozwalają na wysokie stężenie azotu. W tych przypadkach należy wziąć pod uwagę jego postać chemiczną. Azot w postaci pierwiastkowej jest zlokalizowany wzdłuż granic ziaren i w znaczący sposób wpływa na kruchość stali. Zawartość azotu, która wiąże się z innymi pierwiastkami, zwykle nie jest uważana za ważną.
Oxygen [O]: Oxygen jest tzw. pasożytem stali, ponieważ może spowodować znaczne szkody techniczne i ekonomiczne. Oznacza to, że protony mogą przywiązywać się do matrycy metalu, co prowadzi do pęknięcia stali.
Titan
Wodór [H]: Ma taki sam wpływ na tytan, jak na stal. Wodór może wpływać na tworzenie mieszanych faz w stopach tytanu.Notrogen [N]: Azot zwiększa kruchość tytanu.
Oxygen [O]: Nawet najmniejsze ilości tlenu mają znaczący wpływ na twardość lub twardość tytanu. Księga Specyfikacji pokazuje, że nawet niewielkie różnice w zawartości tlenu mogą określać różnicę między wysoką jakością (poziom 1: 0,18 % O) a niską jakością tytanu (poziom 3: 0,35 %). Oxygen znacząco zmienia mechaniczne i fizyczne właściwości tytanu. Produkt Titanium o stężeniu tlenu 0,1 % jest około 3 razy bardziej stabilny niż proces po dodaniu stężenia 0,3 %.
Metody analizy
Istnieją różne sposoby pomiaru stężenia pierwiastków i zanieczyszczeń, z których większość wymaga zniszczenia próbki. Wykonuje się to w celu zapewnienia uwolnienia wszystkich odpowiednich składników analizowanej próbki.Analiza spalania oferuje szereg korzyści. Próbki mogą być mierzone w postaci stałej, co oznacza bezpośrednie pomiary bez uprzedniej obróbki. Średni rozmiar cząstek wymagany dla proszków metalowych stosowanych w procesach wytwarzania dodatków wynosi od 5 μm do 150 μm. To jest określone za pomocą analizy rozmiarów cząstek, np. za pomocą dynamicznej analizy obrazu. Jeśli proszek ma odpowiedni rozkład rozmiarów, można go przeanalizować pod kątem stężenia pierwiastków za pomocą analizy spalania.
Metody stosowane są różne:
Analiza O/N/H
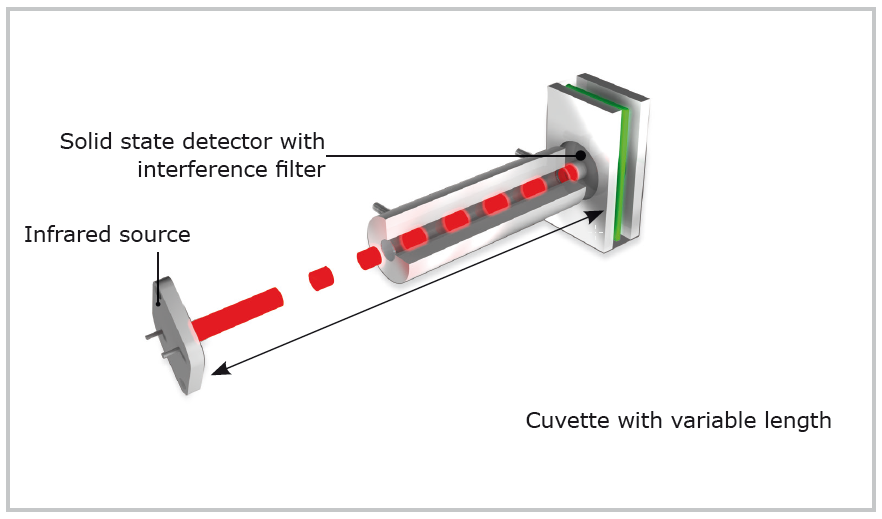
Próbka zostaje wrzucona do grzbietu grafitowego i topnieje z powodu wysokiej temperatury. W rezultacie uwalnia się tlen, azot i wodór. Tlen przekształca się w CO na powierzchni gorącego grzbietu. Inertny gaz nośny usuwa gazy z grzbietu.Katalizator tlenku miedzi przekształca CO w CO2, który jest wykrywany w komórkach podczerwonych. Do pobudzenia molekuł dwutlenku węgla wykorzystuje się promieniowanie podczerwonego o określonej długości fali. Utrata energii, która została przekształcona w energię kinetyczną, służy do określenia dokładnego stężenia tlenu w próbce. Zawartość azotu i wodoru jest mierzona w komórce przewodzącej ciepło.
Element przewodzenia cieplnego ELEMENTRAC jest oparty na mikromechanicznym układzie krzemu, który jest połączony z membraną i działa niezależnie od przepływu gazu referencyjnego. Jeśli przewodność cieplna gazu ulega zmianie, na przykład poprzez uwalnianie azotu z próbki, zmniejsza się również zdolność grzewcza wymagana do ogrzewania membrany. Wskazuje na to sygnał pomiaru. Metoda jest solidna i czuła i gwarantuje stabilne wyniki pomiaru w szerokim zakresie stężenia.
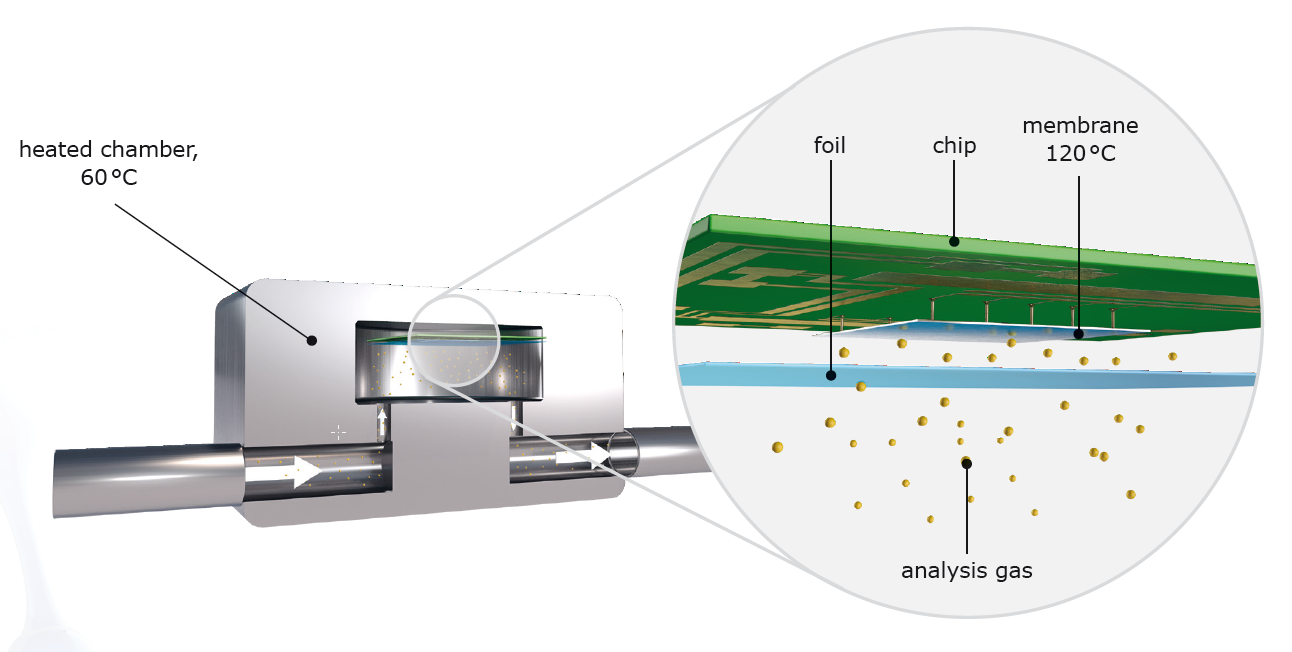
Tabela 2: Różne przewodnictwo cieplne
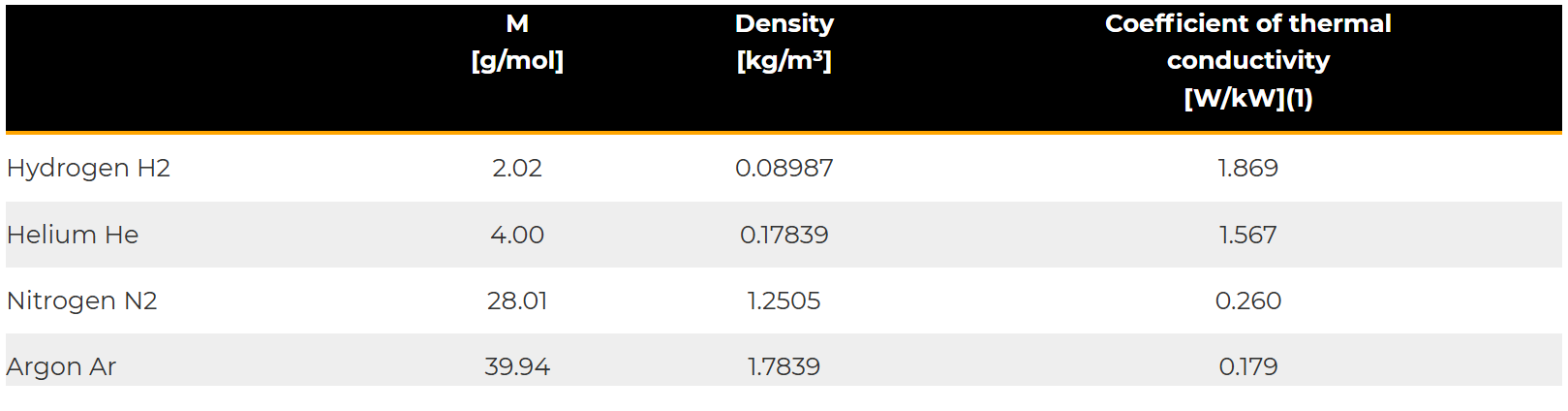
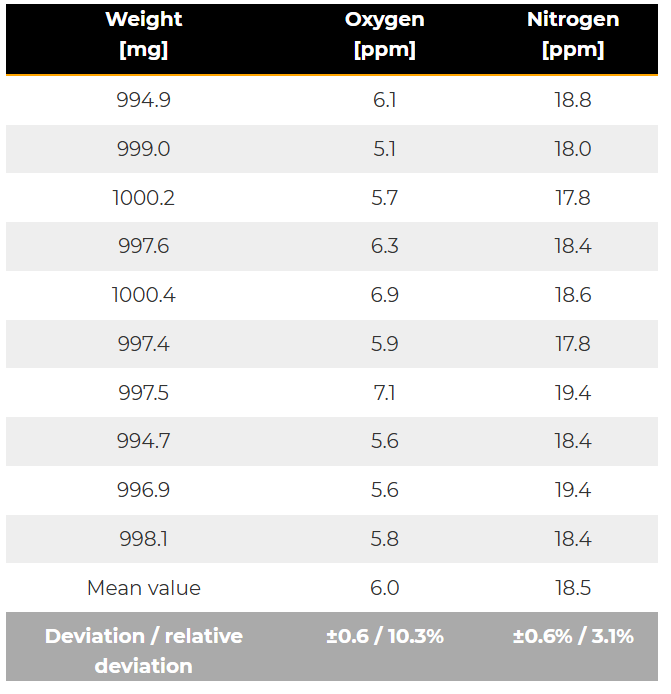
Tabela 3 pokazuje typowe wyniki dla jednoczesnej analizy tlenu i azotu próbki stali. Reprodukcyjność jest wyraźnie poniżej 1 ppm, nawet w bardzo niskich stężeniach.
Tabela 3: Pomiary Eltra 91100-1001 #714A
Rysunek 5: Procedura analizy węgla/siarki
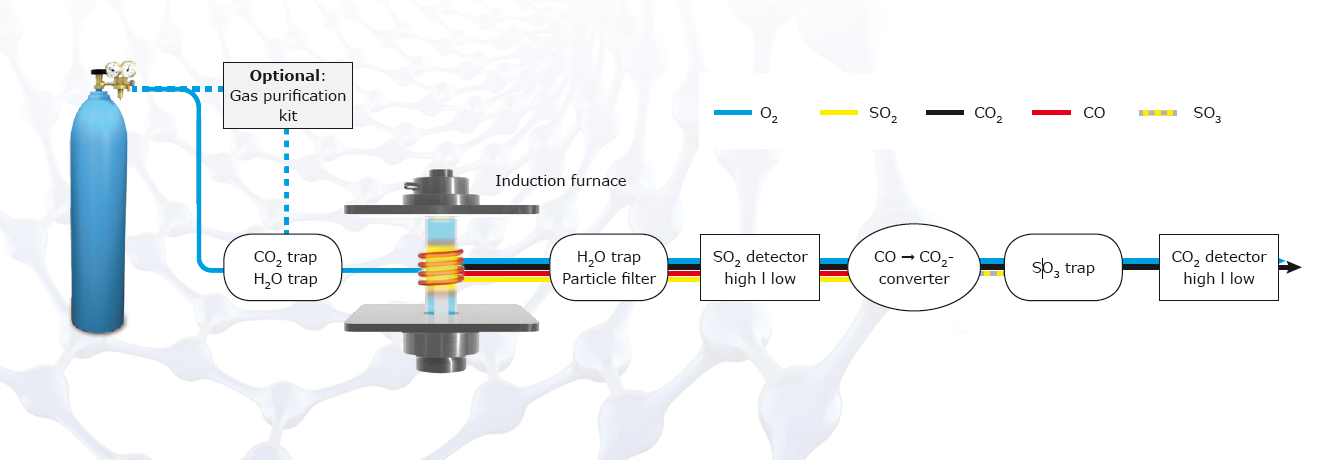
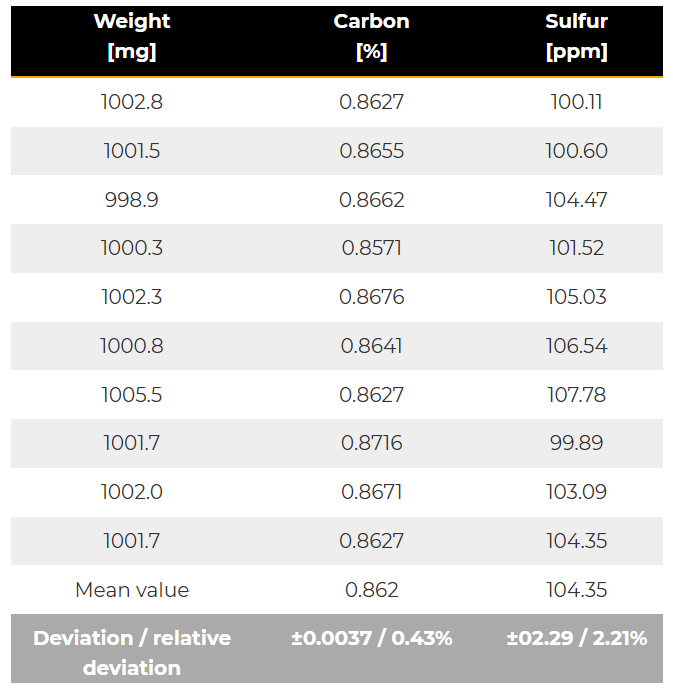
Próbka jest ważona w żwiru i pokryta wolframem do analizy. Tabela 4 pokazuje typowy wynik dla próbki stali.
Tabela 4: Pomiary AR 875 #51256
Wniosek
Elementy niemetaliczne, takie jak węgiel, siarka, wodór, tlen i azot, wpływają na fizyczne właściwości materiałów metalowych. Elementy te można znaleźć w surowcach proszkowych używanych do produkcji dodatków lub mogą być wprowadzane podczas procesu produkcji. Dlatego dokładna kontrola jakości powinna zawsze obejmować analizę surowca i produktu końcowego. Analiza spalania oferuje wygodne i niezawodne rozwiązania do reprodukcyjnego pomiaru stężenia pierwiastków w zakresie od kilku ppm do procentów.1 Introduction to additive manufacturing technology, www.epma.com/am
2 Berumen, S.; Bechmann, F.; et al, Quality Control of laser and powder bed-based Additive Manufacturing (AM) technologies, Physics procedia, 5, 617-622, LANE 2010