





























































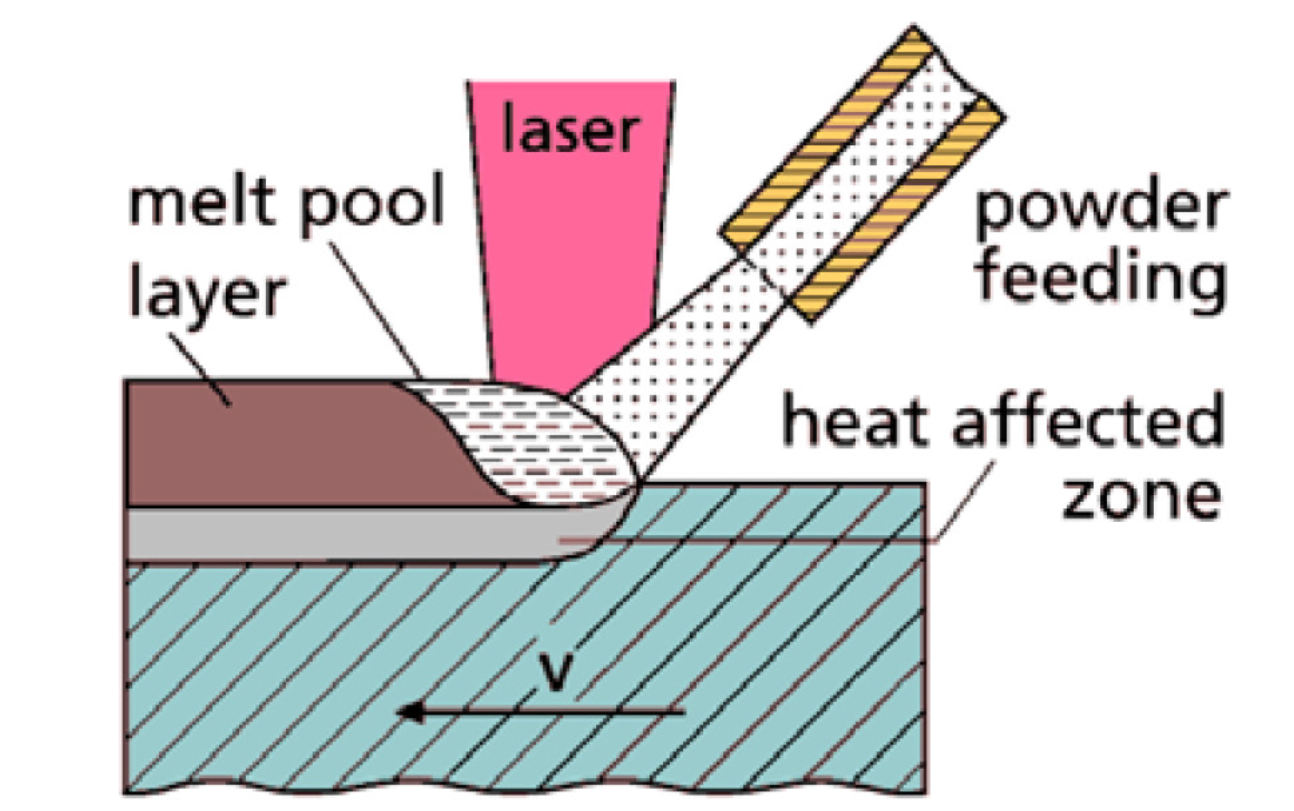
Endüstriyel ürün geliştirmenin ayrılmaz bir parçası, ürünün basit bir vida veya bir uçağın karmaşık parçası olmasına bakılmaksızın, prototiplerin ve ilk numunelerin üretimidir. Bir üretim ortamında genellikle oldukça küçük olan tek parçaları imal etmek genellikle maliyetli bir prosedürdür. Bu maliyet-fayda hesaplamasına dayanarak, son birkaç yılda toz metalurjisinin özel bir uygulama alanı geliştirildi: eklemeli üretim. Katmanlı üretim (AM), "3B model verilerinden nesneler yapmak için malzemeleri birleştirme işlemidir." 1 AM, farklı metal tozlarından veya metal alaşım tozlarından katman katman nesneler oluşturur. İmalat sürecinin özellikleri, kullanıcının gereksinimlerine ve olanaklarına ve üretilecek nesnenin türüne ve boyutuna bağlıdır.
Son yıllarda sektörde aşağıdakiler gibi farklı yöntemler oluşturulmuştur:
- Hızlı prototipleme
- Hızlı İmalat
- Lazer Işını Eritme
- Seçici Lazer Eritme
- Seçici Lazer Sinterleme
- Doğrudan Metal Lazer Sinterleme
- Elektron Işını Erime
- Toz Yatak füzyonu
- Serbest Biçimli Üretim
- Katı Serbest Biçimli İmalat
- Lazer Metal Kaplama
- Lazer Kaplama
- Doğrudan Enerji Biriktirme
- Doğrudan Metal Biriktirme
Kalite Kontrol Süreci
Katmanlı üretim, giderek daha yerleşik bir üretim teknolojisi haline geliyor. Ancak, henüz yeni olduğu için, gerekli işlem adımları henüz tek tip olarak tanımlanmamıştır. Örneğin, kalite kontrol sürecini tanımlayan endüstri çapında standartlar yoktur. Belirlenmiş bir parametre, AM için kullanılan tozun partikül boyutu dağılımıdır. Bununla birlikte, partikül boyutu, kalite kontrol için kullanılan tek özellik olmamalıdır. Katmanlı imalat için kullanılan metal tozları arasında farklı çelik ve titanyum türleri bulunmaktadır. Bu hammaddelerin kalitesini ve saflığını kontrol etmek için uygun süreçlerin uygulanması gerekir. Örneğin, yüksek kaliteli bir son ürün sağlamak için çeşitli "yabancı" unsurların içeriği yakından izlenmelidir.Malzeme özelliklerini etkileyen elemanlar
Çelik
Listenin başında karbonlu çeliğin özelliklerini etkileyen birçok unsur vardır. Çelik, bu alaşım elementlerinin (C, Si, Mn, P, S, Cr vb.) Türüne ve konsantrasyonuna bağlı olarak farklı kalite sınıflarına ve uygulama alanlarına göre sınıflandırılır. Aşağıda en önemli metalik olmayan elementler ve etkileri açıklanmaktadır. Karbon [C]: Karbon içeriği, çeliğin çeşitli fiziksel parametrelerini etkiler. Bu demir içeren alaşım,% 0.0002 ile% 2.06 arasında karbon içerir. Karbon içeriği ne kadar yüksekse, erime noktası o kadar düşük olur. Ayrıca karbon içeriği ile kırılganlık ve sertlik artar.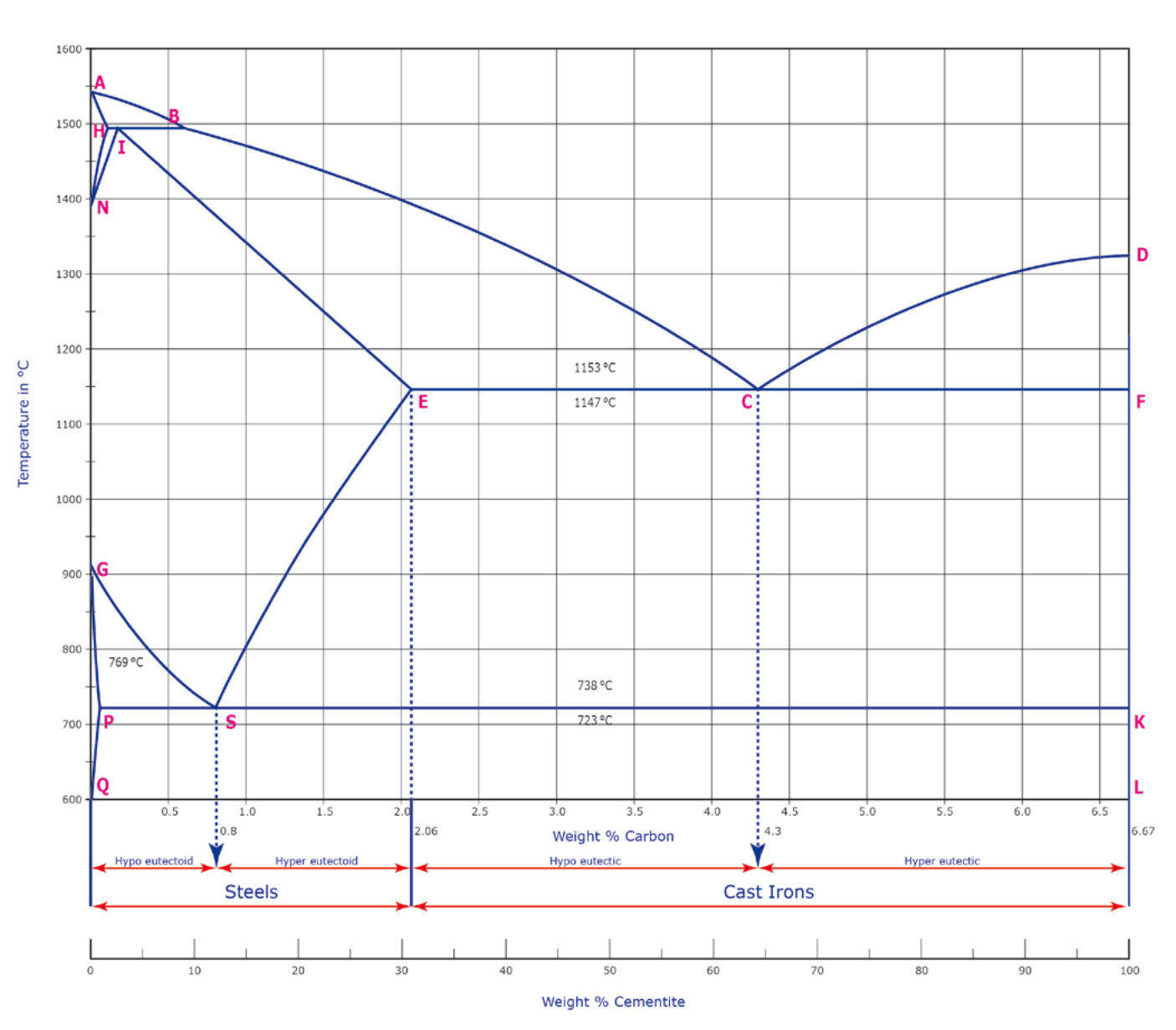
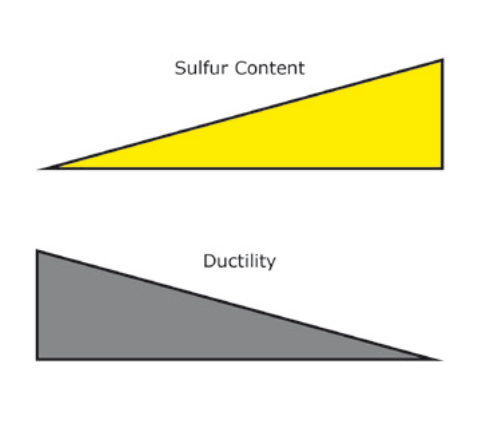
Kükürt [S]: Alaşım kükürt içeriyorsa, bu çeliğin işlenebilirliğini artırır, yani. e. malzemenin delme veya frezeleme gibi yöntemlerle işlenmeye uygunluğu. Kükürt içeriği ne kadar yüksekse, süneklik o kadar düşüktür.
Azot [N]: Azot içeriği, istenen ve istenmeyen içeriğe bölünebilir. Yüksek azot konsantrasyonuna izin veren bazı özel uygulamalar vardır. Bu durumlarda kimyasal formu dikkate alınmalıdır. Temel formundaki azot, tane sınırları boyunca lokalizedir ve çeliğin sünekliğini önemli bir şekilde etkiler. Diğer elementlere bağlı azot içeriği genellikle önemli görülmez.
Oksijen [O]: Oksijen sözde çelik parazittir çünkü çeliği kırılgan hale getirir ve yaşlanmaya neden olur.
Hidrojen [H]: Çelikteki hidrojen, mekanik stabilitenin bozulmasına neden olur. Hidrojen gevrekliği, önemli teknik ve ekonomik zararlara neden olabileceğinden yaygın olarak korkulmaktadır. Protonların kendilerini metal matrise bağladıkları ve bu da çelikte çatlaklara neden olabileceği anlamına gelir.
Titanyum
Hidrojen[H]: Titanyum üzerinde çelikle aynı etkiye sahiptir. Hidrojen, titanyum alaşımlarında karışık fazların oluşumunu etkileyebilir.Azot [N]: Azot, titanyumun kırılganlığını artırır.
Oksijen [O]: En küçük oksijen miktarları bile titanyumun sertliği veya sertliği üzerinde önemli bir etkiye sahiptir. Spesifikasyon Kitabı, oksijen içeriğindeki küçük farklılıkların bile yüksek kalite (derece 1:% 0,18) ile düşük kaliteli titanyum (derece 3:% 0,35) arasındaki farkı belirleyebileceğini göstermektedir. Oksijen, titanyumun mekanik ve fiziksel özelliklerini önemli ölçüde değiştirir. Oksijen konsantrasyonu% 0.1 olan titanyum,% 0.3 konsantrasyona göre yaklaşık 3 kat daha kararlıdır.
Kükürt [S]/Karbon [C]: Bu elementlerin titanyum üzerinde çok az etkisi vardır.
Tarif edilen element konsantrasyonlarının belirlenmesi, hem hammaddelerin hem de nihai ürünün gerekli kaliteye sahip olmasını sağlamak için eklemeli üretim sürecinden önce ve sonra yapılmalıdır.
Analiz Yöntemleri
Çoğu numunenin imha edilmesini gerektiren element konsantrasyonlarını ve safsızlıkları ölçmenin farklı yolları vardır. Bu, analiz edilen numunenin tüm ilgili bileşenlerinin serbest bırakılmasını sağlamak için yapılır. Yanma analizi bir dizi avantaj sunar. Numuneler katı formda ölçülebilir, bu da daha önce işlem görmeden doğrudan ölçüm anlamına gelir. Katmanlı üretim proseslerinde kullanılan metal tozları için gereken ortalama partikül boyutu 5 μm ile 150 μm arasındadır. Bu, partikül boyutu analizi, örn. g. Dinamik Görüntü Analizi ile. Toz, doğru boyut dağılımına sahipse, yanma analizi ile element konsantrasyonları açısından analiz edilebilir. H / C / N / O / S ölçümü tek bir analizde gerçekleştirilemez. Oksijen, nitrojen ve hidrojen bir adımda, karbon ve sülfür başka bir adımda analiz edilir. Bu, uygulanan farklı yöntemlerden kaynaklanmaktadır:O/N/H Analizleri
Numune bir grafit potaya düşürülür ve yüksek sıcaklık nedeniyle erir. Sonuç olarak oksijen, nitrojen ve hidrojen açığa çıkar. Oksijen, sıcak potanın yüzeyinde CO'ya dönüşür. İnert taşıyıcı gaz, gazları potadan uzaklaştırır. Bakır oksit katalizörü, kızılötesi hücrelerde algılanan CO'yu CO2'ye dönüştürür. Karbondioksit moleküllerini uyarmak için belirli bir dalga boyuna sahip bir kızılötesi ışın kullanılır. Kinetik enerjiye aktarılan enerji kaybı, numunenin tam oksijen konsantrasyonunu belirlemek için kullanılır. Nitrojen ve hidrojen içeriği, bir termal iletkenlik hücresinde ölçülür.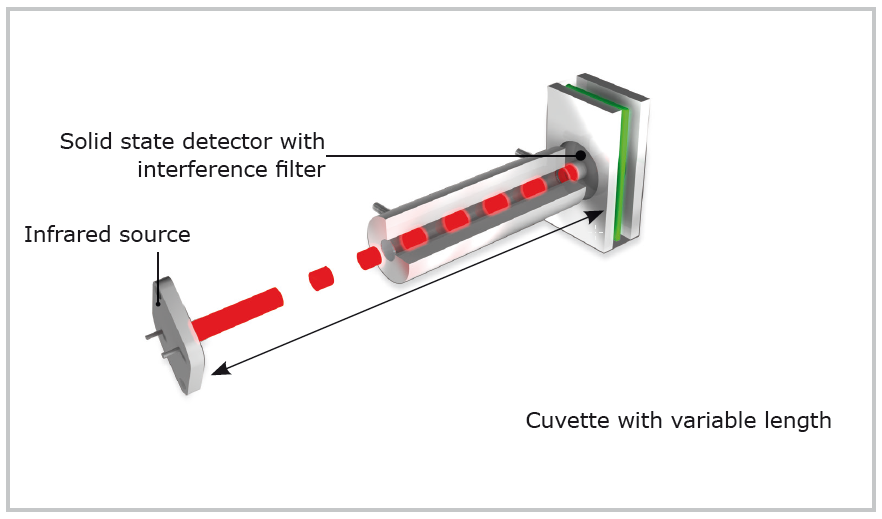
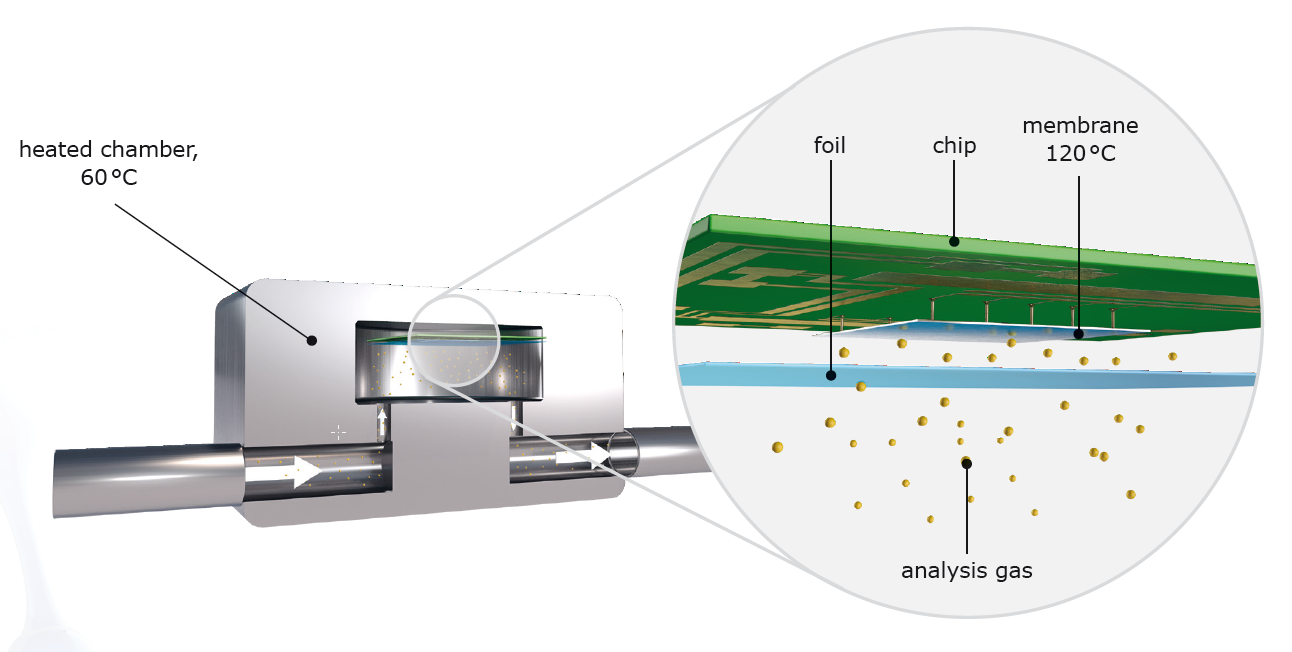
ELEMENTRAC termal iletkenlik hücresi, bir membrana bağlı olan ve bir referans gaz akışından bağımsız olarak çalışan mikromekanik bir silikon çipi temel alır. Gazın ısıl iletkenliği örneğin numuneden salınan nitrojen yoluyla değişirse, membranı ısıtmak için gereken ısıtma kapasitesi de değişir. Bu, bir ölçüm sinyali ile belirtilir. Yöntem sağlam ve hassastır ve geniş bir konsantrasyon aralığında kararlı ölçüm sonuçlarını garanti eder.
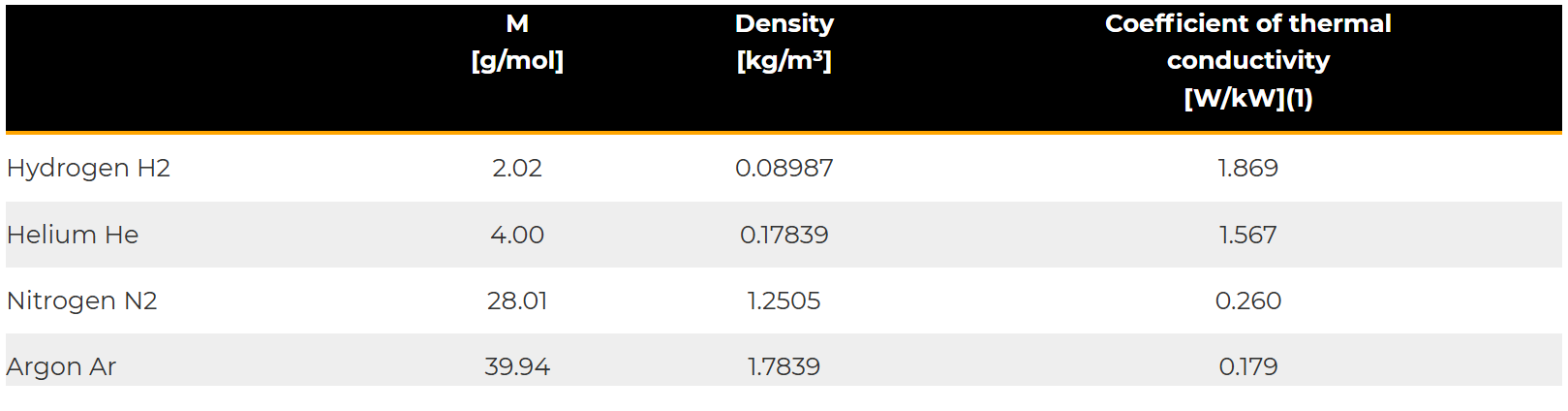
Tablo 2: Farklı termal iletkenlikler
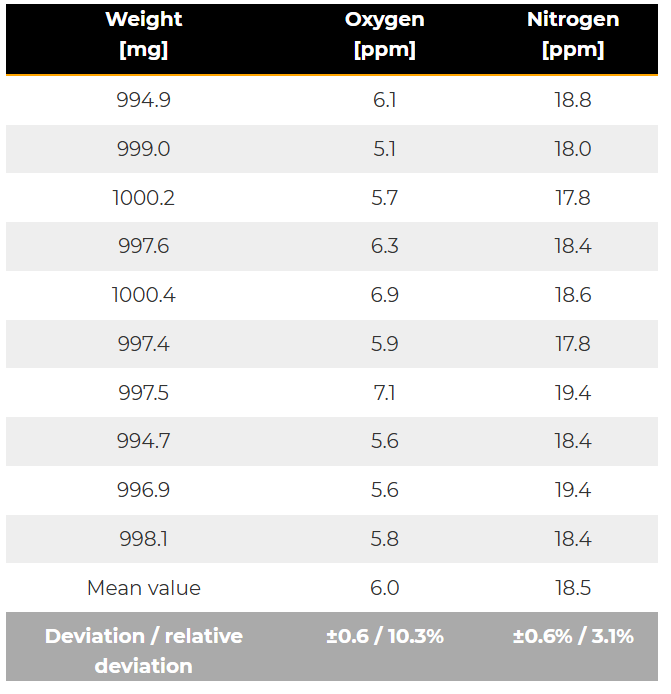
Tablo 3, bir çelik numunenin eş zamanlı oksijen ve nitrojen analizi için tipik sonuçları gösterir. Tekrarlanabilirlik, çok düşük konsantrasyonlarda bile açıkça 1 ppm'nin altındadır.
Tablo 3: Eltra 91100-1001 # 714A'nın ölçümü
Şekil 5: Karbon / kükürt analizi prosedürü
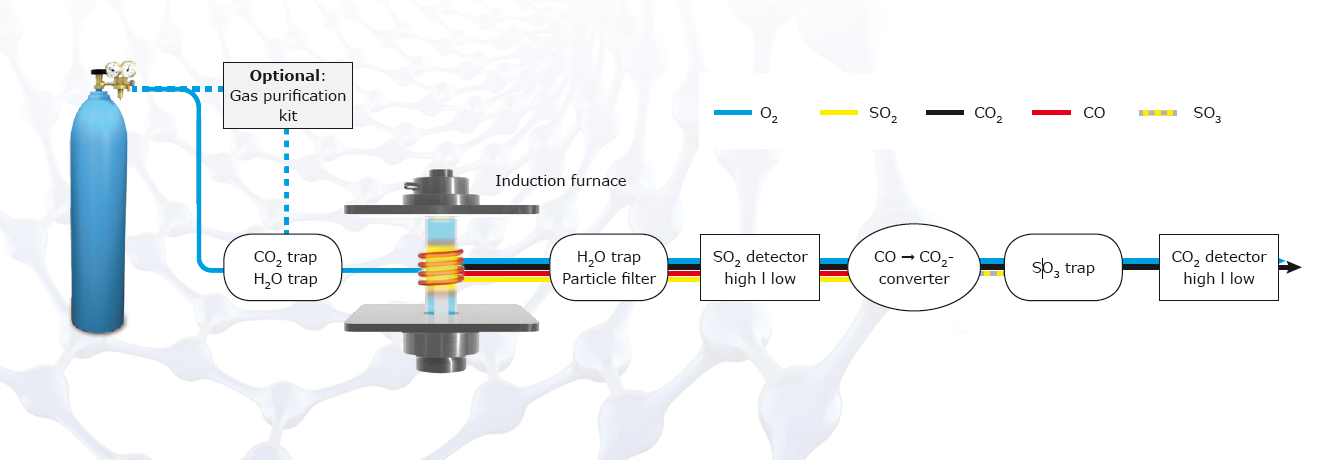
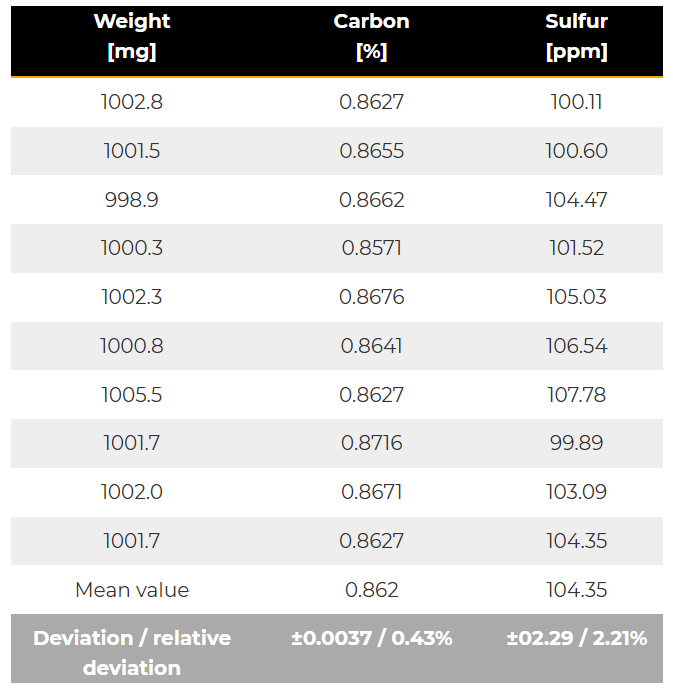
Numune bir pota içinde tartılır ve analiz için tungsten ile kaplanır. Tablo 4, bir çelik numunesi için tipik bir sonucu göstermektedir.
Tablo 4: AR 875 # 51256 Ölçümü
Sonuç
Karbon, kükürt, hidrojen, oksijen ve nitrojen gibi metalik olmayan elementler, metalik malzemelerin fiziksel özelliklerini etkiler. Bu elementler, katkı maddesi imalatı için kullanılan toz halindeki ham maddelerde bulunabilir veya üretim işlemi sırasında eklenebilir. Bu nedenle, kapsamlı kalite kontrol her zaman ham maddenin ve nihai ürünün analizini içermelidir. Yanma analizi, birkaç ppm'den yüzdelere kadar bir aralıktaki element konsantrasyonlarını tekrarlanabilir şekilde ölçmek için uygun ve güvenilir çözümler sunar.1 Introduction to additive manufacturing technology, www.epma.com/am
2 Berumen, S.; Bechmann, F.; et al, Quality Control of laser and powder bed-based Additive Manufacturing (AM) technologies, Physics procedia, 5, 617-622, LANE 2010