





























































Parte integrante do desenvolvimento de produtos industriais é a fabricação de protótipos e amostras iniciais, independentemente se o produto é um parafuso simples ou a parte complexa de um avião. Fabricar peças únicas, que geralmente são bem pequenas, em um ambiente de produção costuma ser um procedimento caro. Com base nesse cálculo de custo-benefício, um campo de aplicação especial da metalurgia do pó se desenvolveu nos últimos anos: a manufatura aditiva.
A manufatura aditiva (AM) é o “processo de unir materiais para fazer objetos a partir de dados do modelo 3D”. 1 AM cria objetos camada sobre camada a partir de diferentes pós de metal ou pós de ligas metálicas. As especificações do processo de fabricação dependem dos requisitos e possibilidades do usuário, e do tipo e tamanho do objeto a ser produzido.
Nos últimos anos, diferentes métodos foram estabelecidos na indústria, tais como:
- Prototipagem Rápida
- Manufatura Rápida
- Derretimento de feixe de laser
- Derretimento seletivo a laser
- Sinterização seletiva a laser
- Sinterização direta a laser de metal
- Derretimento de feixe de elétrons
- Fusão de leito de pó
- Fabricação de forma livre
- Fabricação de forma livre sólida
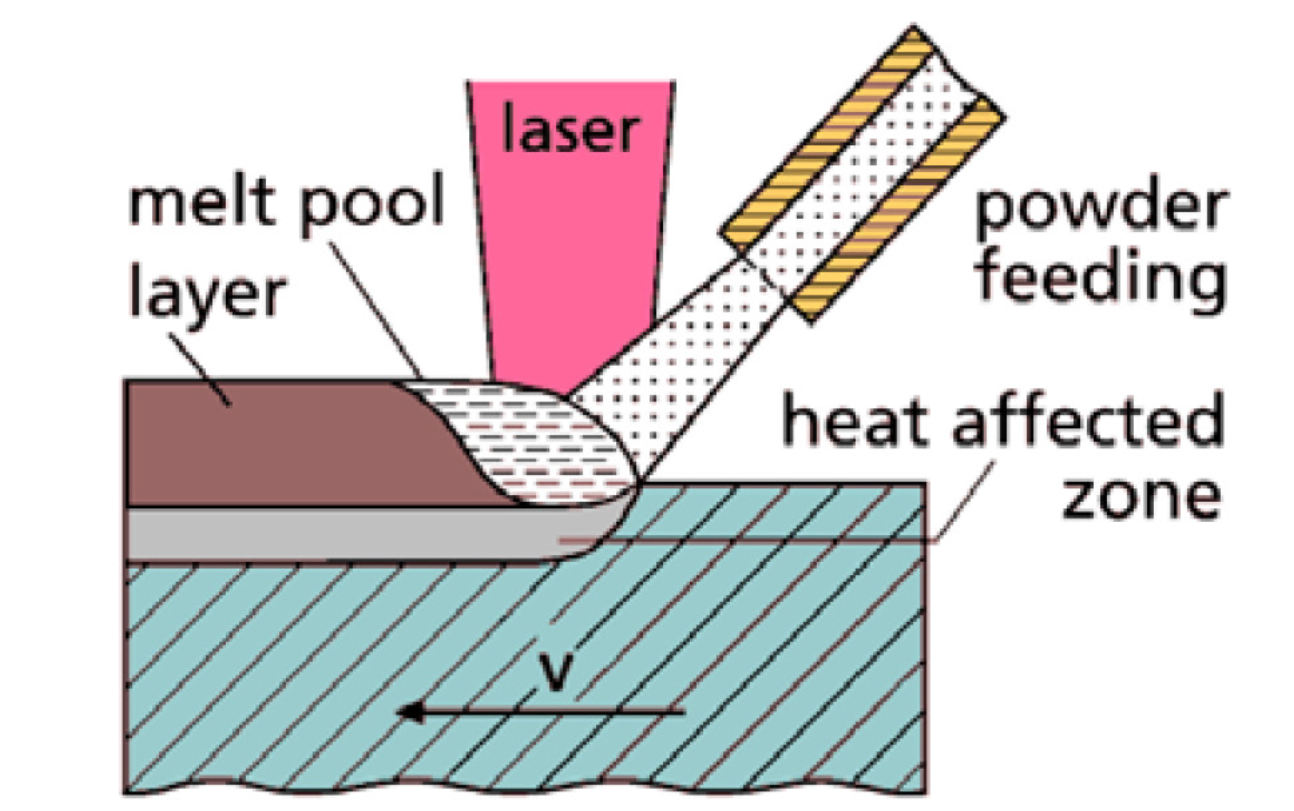
- Deposição de metal a laser
- Revestimento a laser
- Deposição de energia direta
- Deposição direta de metal
Processo de Controle de Qualidade
A manufatura aditiva está se tornando uma tecnologia de produção cada vez mais estabelecida. No entanto, como ainda é novo, as etapas necessárias do processo ainda não foram definidas de maneira uniforme. Não existem, por exemplo, padrões para toda a indústria que descrevam o processo de controle de qualidade. Um parâmetro estabelecido é a distribuição do tamanho de partícula do pó usado para AM. O tamanho da partícula, entretanto, não deve ser a única característica usada para controle de qualidade.Entre a variedade de pó metálico usados na manufatura aditiva estão diferentes tipos de aço e titânio. Para verificar a qualidade e pureza dessas matérias-primas, processos adequados precisam ser implementados. O conteúdo de vários elementos “estranhos”, por exemplo, deve ser monitorado de perto para garantir um produto final de alta qualidade.
Elementos que influenciam as propriedades do material
Aço
Existem muitos elementos que influenciam as propriedades do aço, com o carbono no topo da lista. O aço é classificado em diferentes graus de qualidade e campos de aplicação, dependendo do tipo e da concentração desses elementos de liga (C, Si, Mn, P, S, Cr etc.). A seguir, os elementos não metálicos mais importantes e seus efeitos são descritos. Carbono [C]: O conteúdo de carbono afeta vários parâmetros físicos do aço. Esta liga ferrosa contém entre 0,0002% e 2,06% de carbono. Quanto maior o teor de carbono, menor o ponto de fusão. Além disso, a fragilidade e a dureza aumentam com o teor de carbono.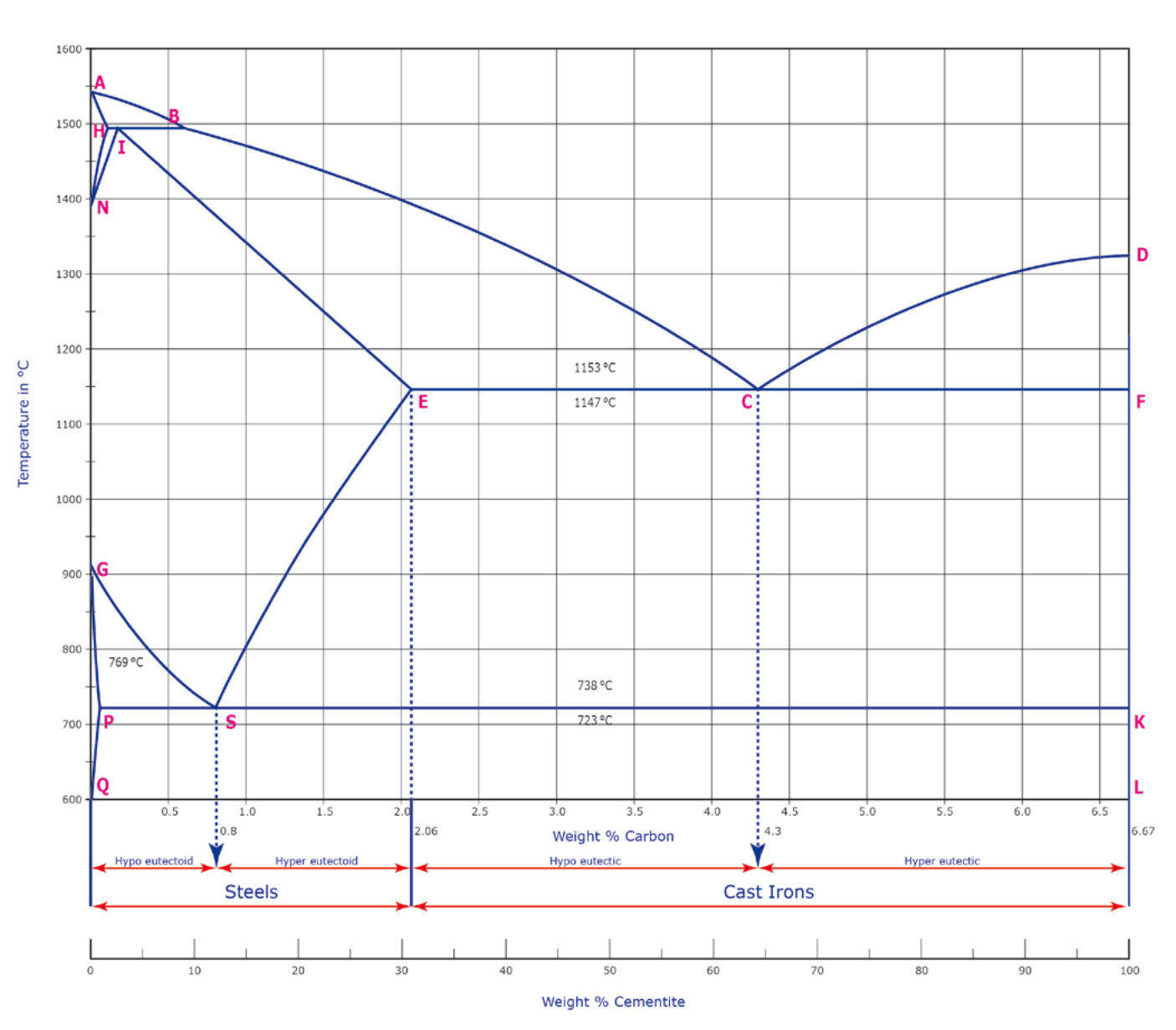
Enxofre [S]: e a liga contém enxofre, isso aumenta as propriedades de usinagem do aço, i. e. a adequação do material para ser tratado por métodos como perfuração ou moagem. Quanto maior o teor de enxofre, menor a ductilidade.
Nitrogênio [N]: O conteúdo de nitrogênio pode ser dividido em conteúdo desejado e indesejado. Existem algumas aplicações especiais que permitem uma alta concentração de nitrogênio. Nestes casos, sua forma química deve ser levada em consideração. O nitrogênio em sua forma elementar está localizado ao longo dos limites do grão e influencia a ductilidade do aço de maneira significativa. O conteúdo de nitrogênio ligado a outros elementos geralmente não é considerado importante.
Oxigênio [O]: O oxigênio é um conhecido parasita do aço porque torna o aço quebradiço e causa fragilidade pelo envelhecimento.
Hidrogênio [H]: O hidrogênio no aço causa a degradação da estabilidade mecânica. A fragilização por hidrogênio é amplamente temida porque pode causar consideráveis danos técnicos e econômicos. Isso significa que os prótons se fixam à matriz de metal, o que pode levar a rachaduras no aço.
Titânio
Hidrogênio [H]: Tem o mesmo efeito no titânio que no aço. O hidrogênio pode influenciar a formação de fases mistas em ligas de titânio.Nitrogênio [N]: O nitrogênio aumenta a fragilidade do titânio.
Oxigênio [O]: esmo as menores quantidades de oxigênio têm um efeito considerável na tenacidade ou dureza do titânio. O livro de especificações mostra que mesmo pequenas diferenças no conteúdo de oxigênio podem determinar a diferença entre o titânio de alta qualidade (grau 1: 0,18% O) e o titânio de baixa qualidade (grau 3: 0,35%). O oxigênio altera significativamente as propriedades mecânicas e físicas do titânio. O titânio com uma concentração de oxigênio de 0,1% é aproximadamente 3 vezes mais estável do que com uma concentração de 0,3%.
Enxofre [S]/Carbono [C]: Esses elementos têm apenas um efeito muito leve no titânio.
A determinação das concentrações dos elementos descritos deve ser realizada antes e depois do processo de fabricação de aditivos para garantir que tanto as matérias-primas quanto o produto final possuam a qualidade exigida.
Métodos de Análise
Existem diferentes maneiras de medir as concentrações de elementos e impurezas, a maioria das quais requer a destruição da amostra. Isso é feito para garantir que todos os componentes relevantes da amostra analisada sejam liberados.A análise de combustão oferece uma série de vantagens. As amostras podem ser medidas na forma sólida, o que significa medição direta sem tratamento prévio. O tamanho médio de partícula necessário para pós de metal usados em processos de manufatura aditiva fica entre 5 μm e 150 μm. Isso é determinado por análise de tamanho de partícula, e. g. por Dynamic Image Analysis. Se o pó tiver a distribuição de tamanho correta, ele pode ser analisado quanto às concentrações elementares por análise de combustão.
A medição de H/C/N/O/S não pode ser realizada em uma única análise. Oxigênio, nitrogênio e hidrogênio são analisados em uma etapa e o carbono e o enxofre em outra. Isso se deve aos diferentes métodos aplicados:
Análise O/N/H
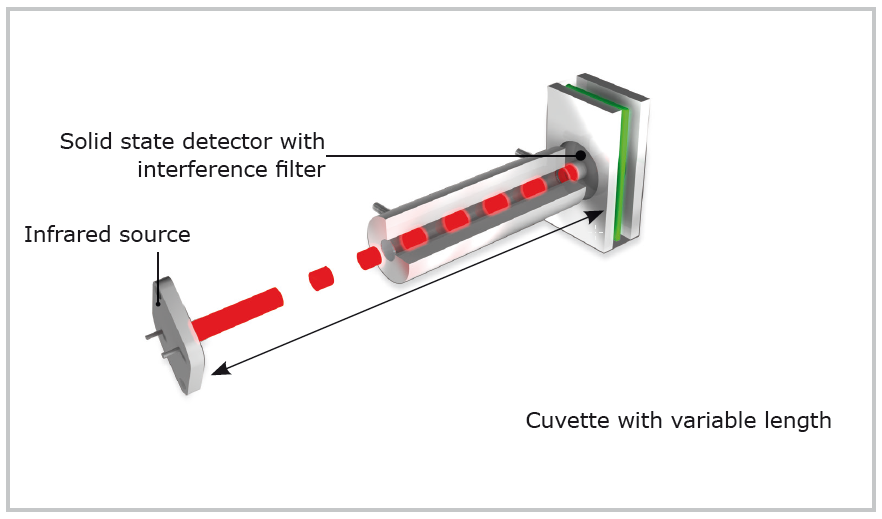
A amostra é jogada em um cadinho de grafite e derrete devido à alta temperatura. Consequentemente, oxigênio, nitrogênio e hidrogênio são liberados. O oxigênio se converte em CO na superfície do cadinho quente. O gás portador inerte remove os gases do cadinho.Um catalisador de óxido de cobre converte CO em CO2, que é detectado nas células de infravermelho. Um raio infravermelho com um comprimento de onda específico é usado para excitar as moléculas de dióxido de carbono. A perda de energia, que foi transferida para energia cinética, é usada para determinar a concentração exata de oxigênio da amostra. O conteúdo de nitrogênio e hidrogênio é medido em uma célula de condutividade térmica.
A célula de condutividade térmica ELEMENTRAC é baseada em um chip de silício micromecânico que é acoplado a uma membrana e funciona independentemente de um fluxo de gás de referência. Se a condutividade térmica do gás muda, por exemplo, através do nitrogênio liberado da amostra, a capacidade de aquecimento necessária para aquecer a membrana também muda. Isso é indicado por um sinal de medição. O método é robusto e sensível e garante resultados de medição estáveis em uma ampla faixa de concentração.
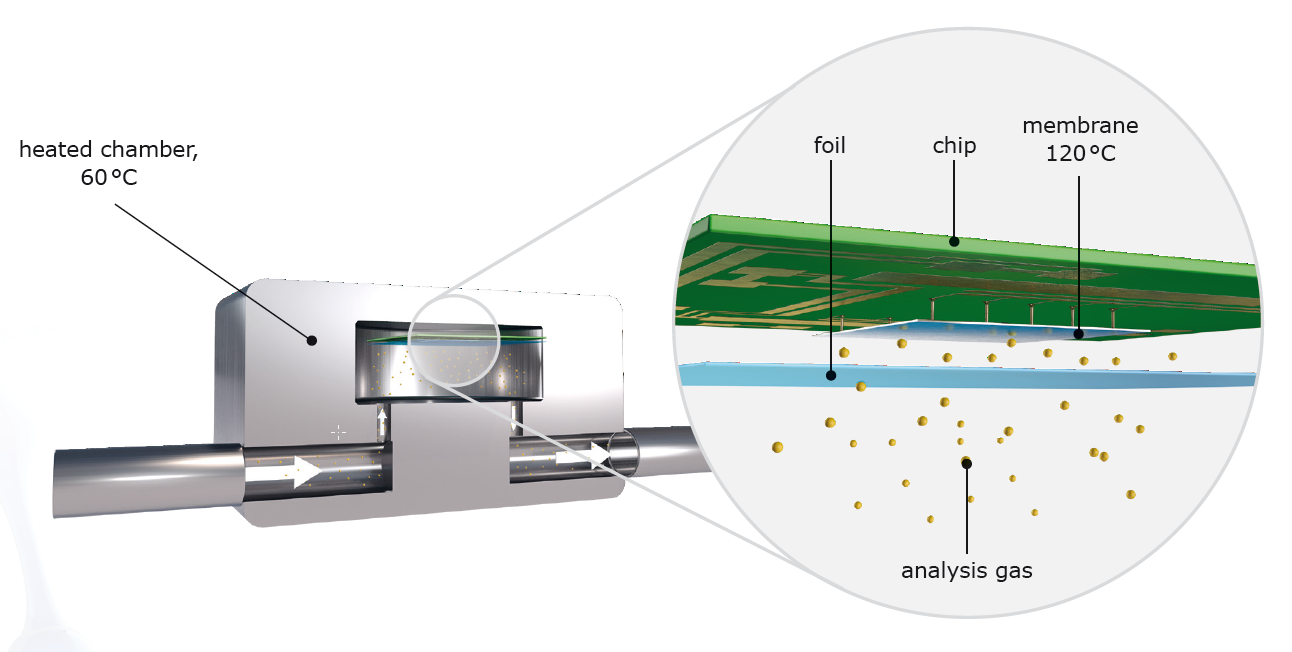
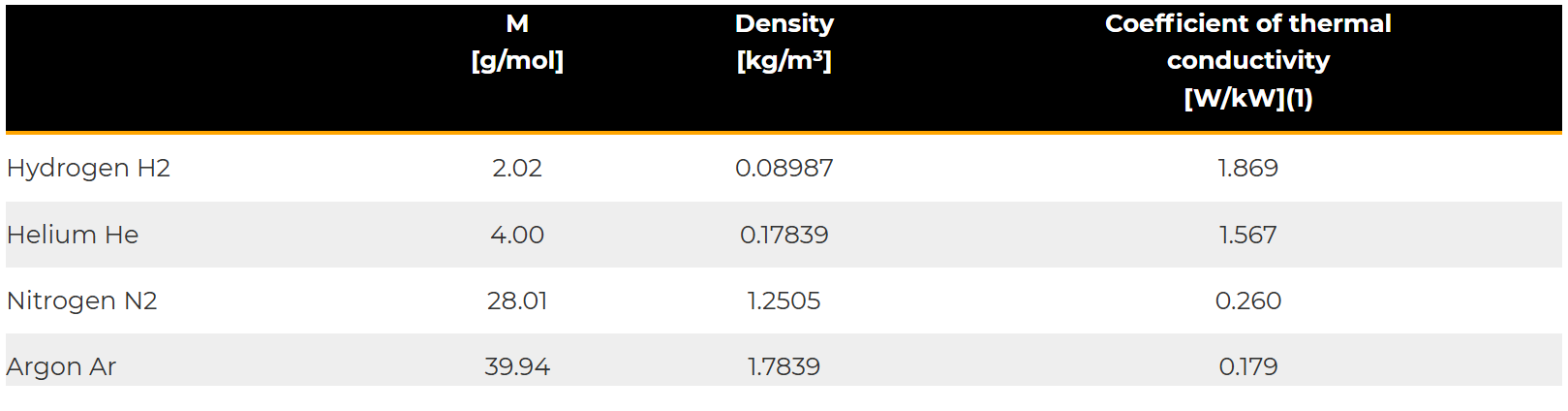
Tabela 2: Diferentes condutividades térmicas
A Tabela 3 mostra os resultados típicos para uma análise simultânea de oxigênio e nitrogênio de uma amostra de aço. A reprodutibilidade está claramente abaixo de 1 ppm, mesmo para concentrações muito baixas.
Tabela 3: Medição da Eltra 91100-1001 # 714A
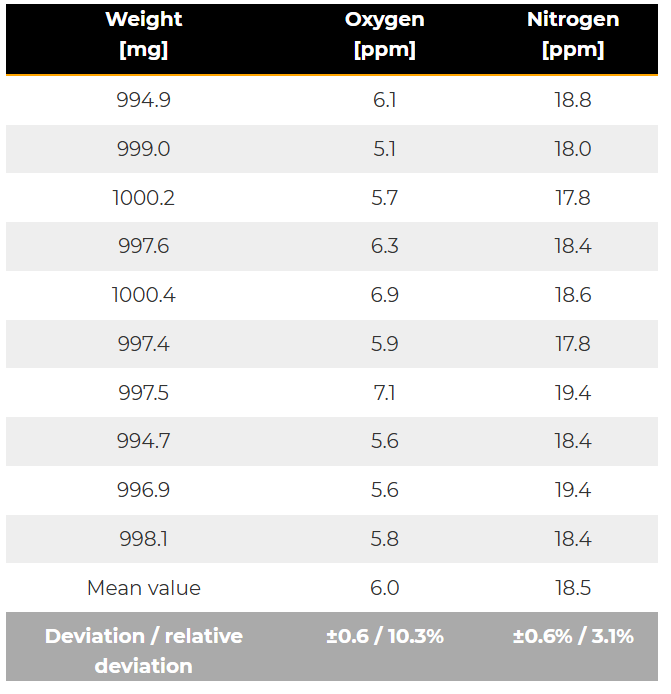
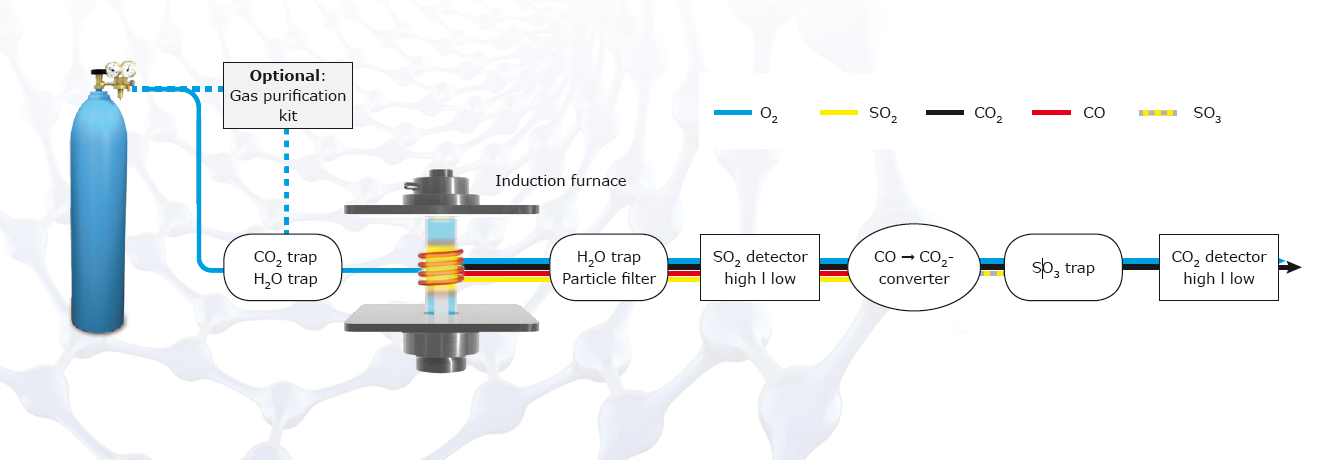
Figura 5: Procedimento de análise de carbono / enxofre
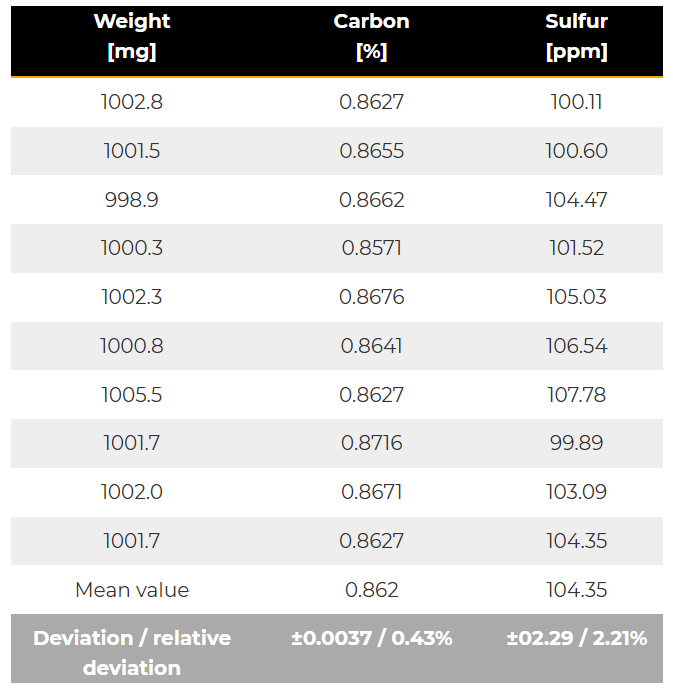
A amostra é pesada em um cadinho e coberta com tungstênio para análise. A Tabela 4 mostra um resultado típico para uma amostra de aço.
Tabela 4: Medição de AR 875 # 51256
Conclusão
Elementos não metálicos como carbono, enxofre, hidrogênio, oxigênio e nitrogênio influenciam as propriedades físicas dos materiais metálicos. Esses elementos podem ser encontrados nas matérias-primas em pó utilizadas para a fabricação de aditivos, ou podem ser introduzidos durante o processo de produção. Portanto, o controle de qualidade minucioso deve sempre incluir a análise da matéria-prima e do produto final. A análise de combustão oferece soluções convenientes e confiáveis para medir de forma reproduzível as concentrações do elemento em uma faixa de alguns ppm a porcentagens.1 Introduction to additive manufacturing technology, www.epma.com/am
2 Berumen, S.; Bechmann, F.; et al, Quality Control of laser and powder bed-based Additive Manufacturing (AM) technologies, Physics procedia, 5, 617-622, LANE 2010