





























































Ein wesentlicher Bestandteil der industriellen Produktentwicklung ist die Herstellung von Prototypen und Erstmustern, unabhängig davon, ob es sich um eine einfache Schraube oder das komplexe Teil eines Flugzeugs handelt. Einzelteile, die oft eher klein sind, in einer Produktionsumgebung herzustellen, ist in der Regel ein kostspieliges Verfahren. Basierend auf dieser Kosten-Nutzen-Rechnung hat sich in den letzten Jahren ein spezielles Anwendungsgebiet der Pulvermetallurgie entwickelt: die additive Fertigung.
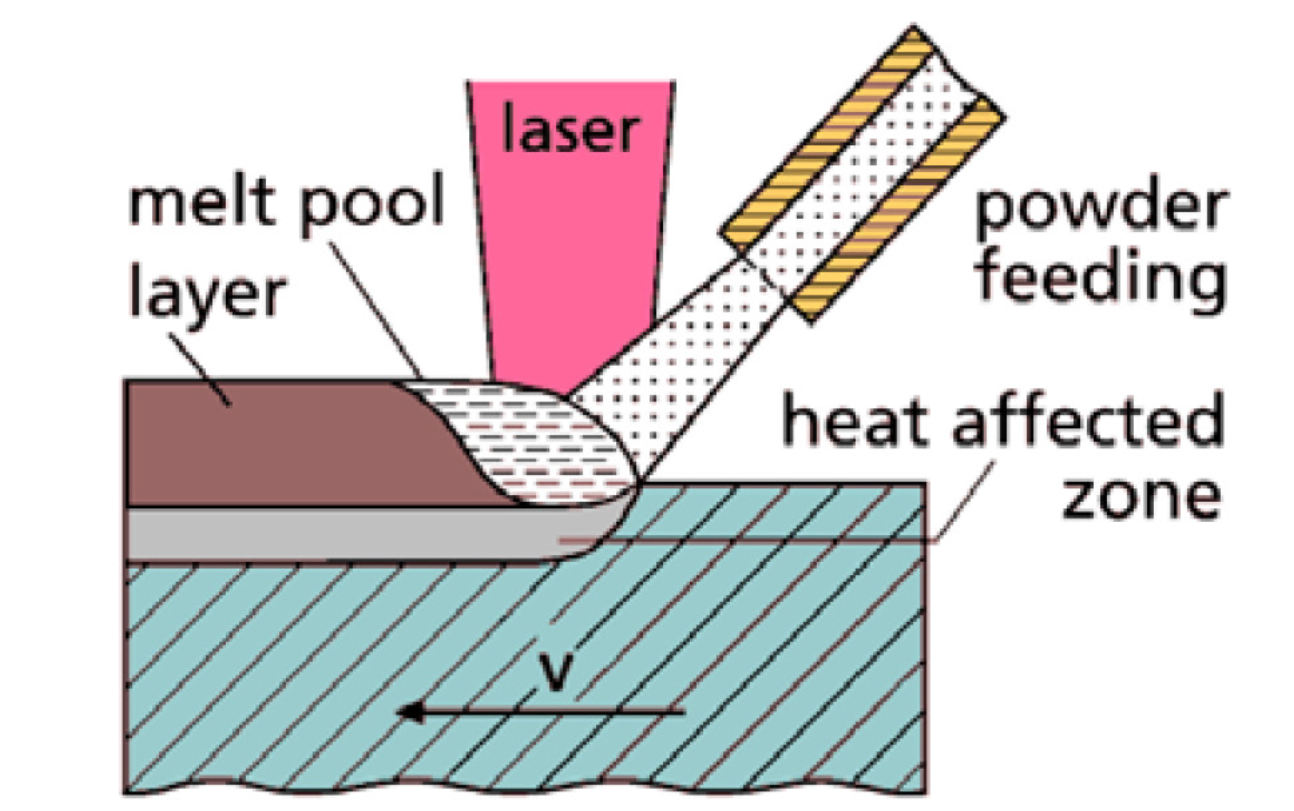
Additive Fertigung (AM) ist der „Prozess des Fügens von Materialien, um Objekte aus 3D-Modelldaten herzustellen.“1 AM erstellt Objekte Schicht für Schicht aus verschiedenen Metallpulvern oder Metalllegierungspulvern. Die Spezifikationen des Herstellungsprozesses hängen von den Anforderungen und Möglichkeiten des Anwenders sowie von der Art und Größe des herzustellenden Objekts ab.
In den letzten Jahren haben sich in der Branche verschiedene Methoden etabliert, wie:
- Rapid Prototyping
- Rapid Manufacturing
- Laserstrahlschmelzen
- Selektives Laserschmelzen
- Selektives Lasersintern
- Direktes Metalllasersintern
- Elektronenstrahlschmelzen
- Pulverbettschmelzen
- Freiformherstellung
- Feststofffreiformfertigung Lasermetallabscheidung
- Laserplattierung Direkte Energieabscheidung
- Direkte Metallabscheidung
Qualitätskontrolle
Additive Fertigung wird immer mehr zu einer etablierten Produktionstechnologie. Da sie jedoch noch neu ist, sind die erforderlichen Prozessschritte noch nicht einheitlich definiert. So gibt es beispielsweise keine branchenweiten Standards, die den Qualitätskontrollprozess beschreiben. Ein etablierter Parameter ist die Partikelgrößenverteilung des für AM verwendeten Pulvers. Die Partikelgröße sollte jedoch nicht das einzige Merkmal sein, das für die Qualitätskontrolle verwendet wird.Unter den Metallpulvern, die für die additive Fertigung verwendet werden, befinden sich verschiedene Stahlsorten und Titan. Um die Qualität und Reinheit dieser Rohstoffe zu überprüfen, müssen geeignete Verfahren implementiert werden. Der Gehalt verschiedener "fremder" Elemente sollte beispielsweise genau überwacht werden, um ein hochwertiges Endprodukt zu gewährleisten.
Elemente, die Einfluss auf die Materialeigenschaften haben
Stahl
Es gibt viele Elemente, die die Eigenschaften von Stahl mit Kohlenstoff ganz oben auf der Liste beeinflussen. Stahl wird je nach Art und Konzentration dieser Legierungselemente (C, Si, Mn, P, S, Cr etc.) in verschiedene Qualitätsstufen und Anwendungsgebiete eingeteilt. Im Folgenden werden die wichtigsten nichtmetallischen Elemente und ihre Auswirkungen beschrieben. Kohlenstoff [C]: Der Kohlenstoffgehalt beeinflusst verschiedene physikalische Parameter von Stahl. Diese Eisenlegierung enthält zwischen 0,0002 % und 2,06 % Kohlenstoff. Je höher der Kohlenstoffgehalt ist, desto niedriger ist der Schmelzpunkt. Außerdem steigen Sprödigkeit und Härte mit dem Kohlenstoffgehalt.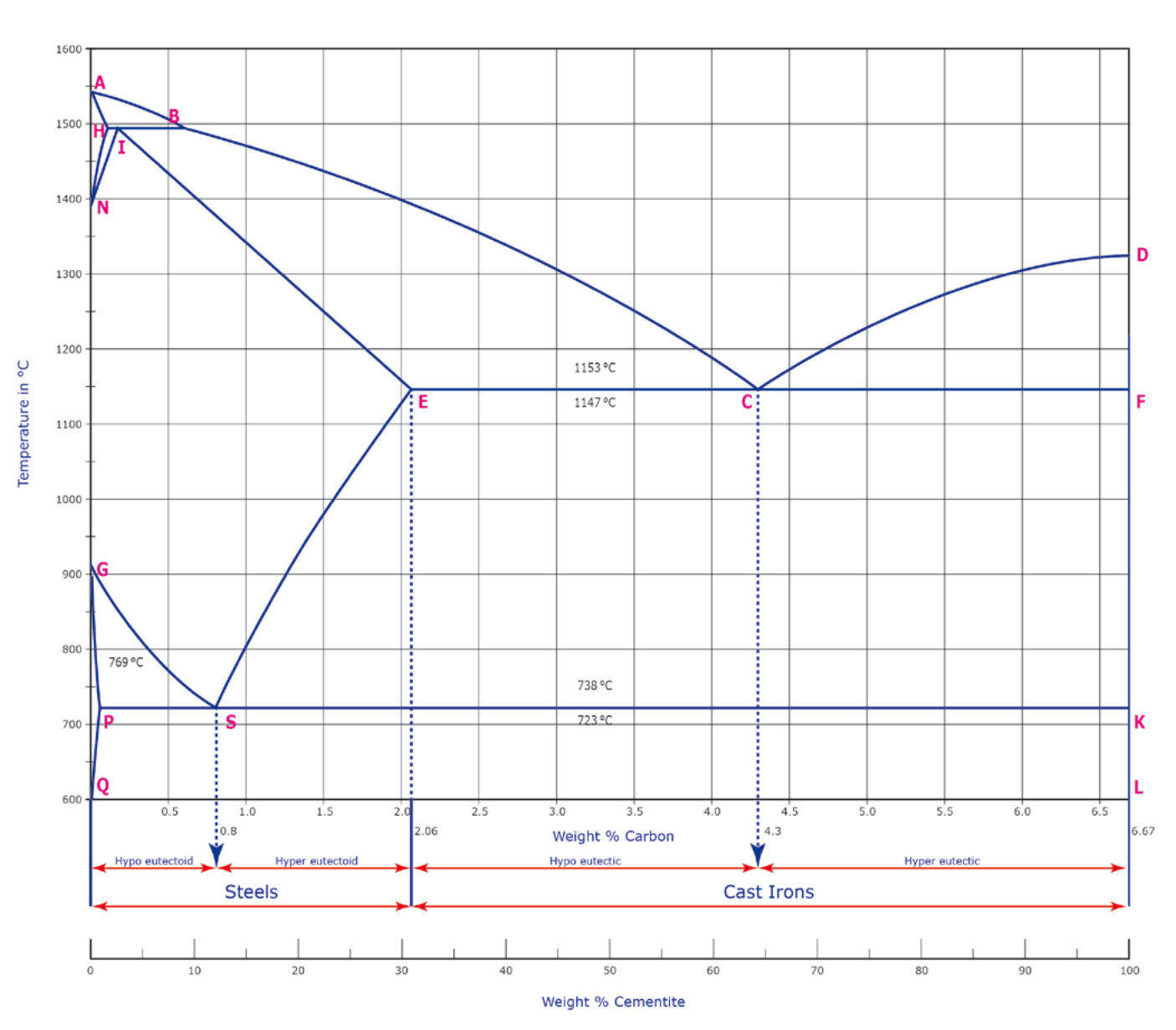
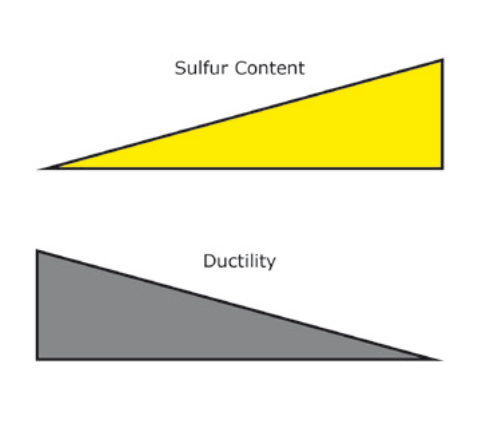
Schwefel [S]: Enthält die Legierung Schwefel, erhöht dies die Zerspanbarkeit des Stahls, d.h. die Eignung des Werkstoffs, mit Methoden wie Bohren oder Fräsen behandelt zu werden. Je höher der Schwefelgehalt, desto geringer ist die Duktilität.
Stickstoff [N]: Der Stickstoffgehalt kann in gewünschte und unerwünschte Gehalte unterteilt werden. Es gibt einige spezielle Anwendungen, die eine hohe Stickstoffkonzentration ermöglichen. In diesen Fällen muss seine chemische Form berücksichtigt werden. Stickstoff in seiner elementaren Form ist entlang der Korngrenzen lokalisiert und beeinflusst die Duktilität von Stahl in erheblichem Maße. Der Stickstoffgehalt, der an andere Elemente gebunden ist, wird in der Regel nicht als wichtig angesehen.
[O]: Sauerstoff ist ein sogenannter Stahlparasit, weil er den Stahl spröde macht und Alterungsbrüchigkeit verursacht.
Wasserstoff [H]: Wasserstoff in Stahl bewirkt einen Abbau der mechanischen Stabilität. Wasserstoffversprödung ist weithin gefürchtet, da sie erhebliche technische und wirtschaftliche Schäden verursachen kann. Das bedeutet, dass sich die Protonen an die Metallmatrix anlagern, was zu Rissen im Stahl führen kann.
Titan
Wasserstoff [H]: Hat die gleiche Wirkung auf Titan wie auf Stahl. Wasserstoff kann die Bildung von Mischphasen in Titanlegierungen beeinflussen.
[N]: Stickstoff erhöht die Sprödigkeit von Titan.
[O]: Schon kleinste Sauerstoffmengen haben einen erheblichen Einfluss auf die Zähigkeit oder Härte von Titan. Aus dem Pflichtenheft geht hervor, dass bereits geringe Unterschiede im Sauerstoffgehalt den Unterschied zwischen hochwertigem (Grad 1: 0,18 % O) und minderwertigem Titan (Grad 3: 0,35 %) bestimmen können. Sauerstoff verändert die mechanischen und physikalischen Eigenschaften von Titan erheblich. Titan ist mit einer Sauerstoffkonzentration von 0,1 % etwa 3-mal stabiler als mit einer Konzentration von 0,3 %.
[S]/Kohlenstoff [C]: Diese Elemente haben nur einen sehr geringen Einfluss auf Titan.
Die Bestimmung der beschriebenen Elementkonzentrationen sollte vor und nach dem additiven Herstellungsprozess erfolgen, um sicherzustellen, dass sowohl die Rohstoffe als auch das Endprodukt die erforderliche Qualität besitzen.
Analysemethoden
Es gibt verschiedene Methoden, Elementkonzentrationen und Verunreinigungen zu messen, die meistens eine Zerstörung der Probe erfordern. Dies geschieht, um sicherzustellen, dass alle relevanten Bestandteile der analysierten Probe freigesetzt werden.Die Verbrennungsanalyse bietet eine Reihe von Vorteilen. Die Proben können in fester Form gemessen werden, was eine direkte Messung ohne vorherige Behandlung bedeutet. Die durchschnittliche Partikelgröße, die für Metallpulver benötigt wird, die für additive Fertigungsprozesse verwendet werden, liegt zwischen 5 μm und 150 μm. Diese wird durch Partikelgrößenanalyse, z. B. durch Dynamische Bildanalyse, bestimmt. Wenn das Pulver die richtige Größenverteilung aufweist, kann es durch Verbrennungsanalyse auf Elementkonzentrationen analysiert werden.
Die Messung von H/C/N/O/S kann nicht in einer einzigen Analyse durchgeführt werden. Sauerstoff, Stickstoff und Wasserstoff werden in einem Schritt analysiert, Kohlenstoff und Schwefel in einem anderen. Dies ist auf verschiedene Methoden zurückzuführen:
O/N/H-Analyse
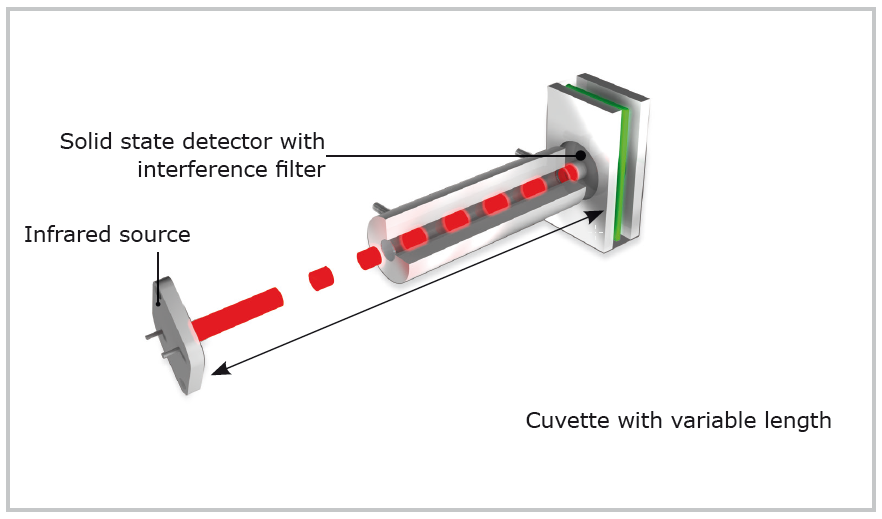
Die Probe wird in einen Graphittiegel getropft und schmilzt aufgrund der hohen Temperatur. Dadurch werden Sauerstoff, Stickstoff und Wasserstoff freigesetzt. Sauerstoff wandelt sich an der Oberfläche des heißen Tiegels zu CO um. Das inerte Trägergas entzieht die Gase aus dem Tiegel.Ein Kupferoxidkatalysator wandelt CO zu CO2 um, das in den Infrarotzellen nachgewiesen wird. Zur Anregung der Kohlendioxidmoleküle wird ein Infrarotstrahl mit einer bestimmten Wellenlänge verwendet. Der Energieverlust, der in kinetische Energie übertragen wurde, wird zur Bestimmung der genauen Sauerstoffkonzentration der Probe verwendet. Der Stickstoff- und Wasserstoffgehalt wird in einer Wärmeleitfähigkeitszelle gemessen.
Die ELEMENTRAC-Wärmeleitfähigkeitszelle basiert auf einem mikromechanischen Siliziumchip, der mit einer Membran gekoppelt ist und unabhängig von einem Referenzgasstrom arbeitet. Ändert sich die Wärmeleitfähigkeit des Gases, beispielsweise durch aus der Probe freigesetzten Stickstoff, ändert sich auch die zur Erwärmung der Membran erforderliche Heizleistung. Dies wird durch ein Messsignal angezeigt. Das Verfahren ist robust und empfindlich und garantiert stabile Messergebnisse über einen weiten Konzentrationsbereich.
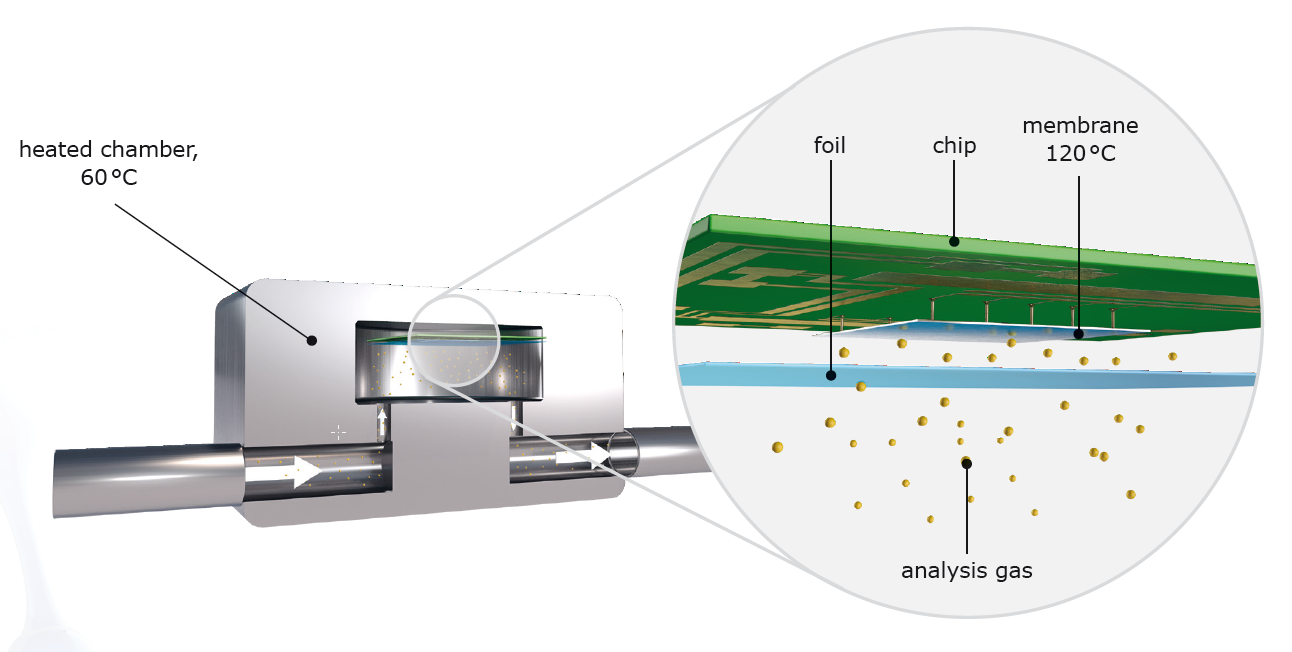
Tabelle 2: Unterschiedliche Wärmeleitfähigkeiten
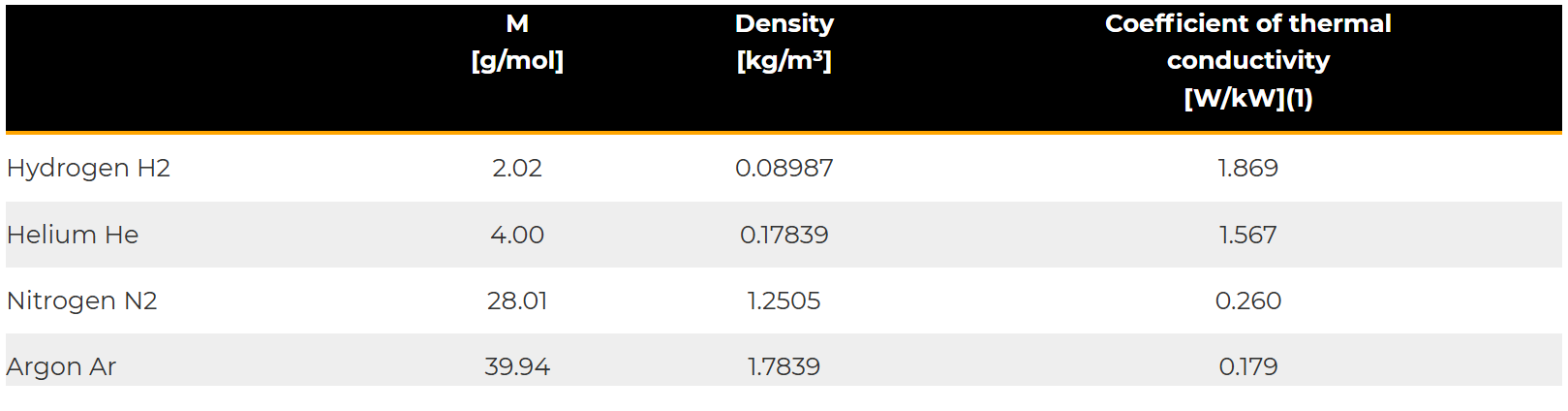
Tabelle 3 zeigt typische Ergebnisse für eine gleichzeitige Sauerstoff- und Stickstoffanalyse einer Stahlprobe, wobei die Reproduzierbarkeit auch bei sehr niedrigen Konzentrationen deutlich unter 1 ppm liegt.
Tabelle 3: Messung von Eltra 91100-1001 #714A
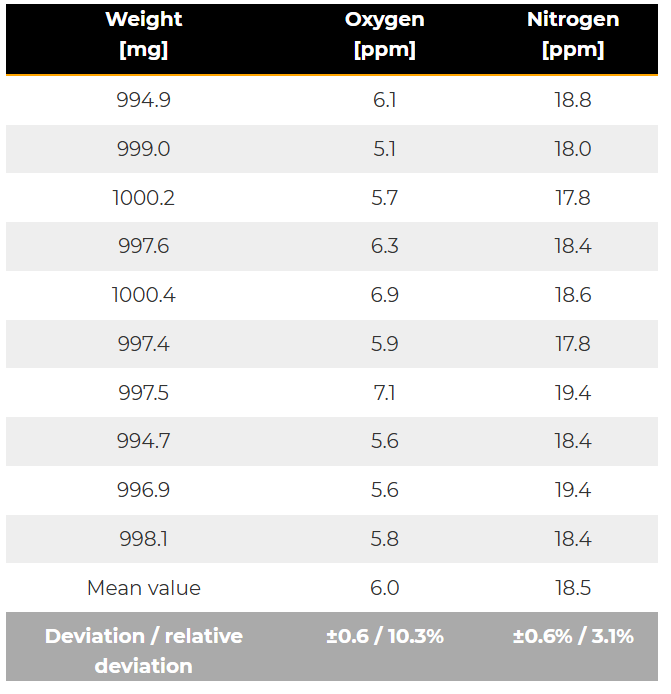
Abbildung 5: Kohlenstoff-/Schwefelanalyseverfahren
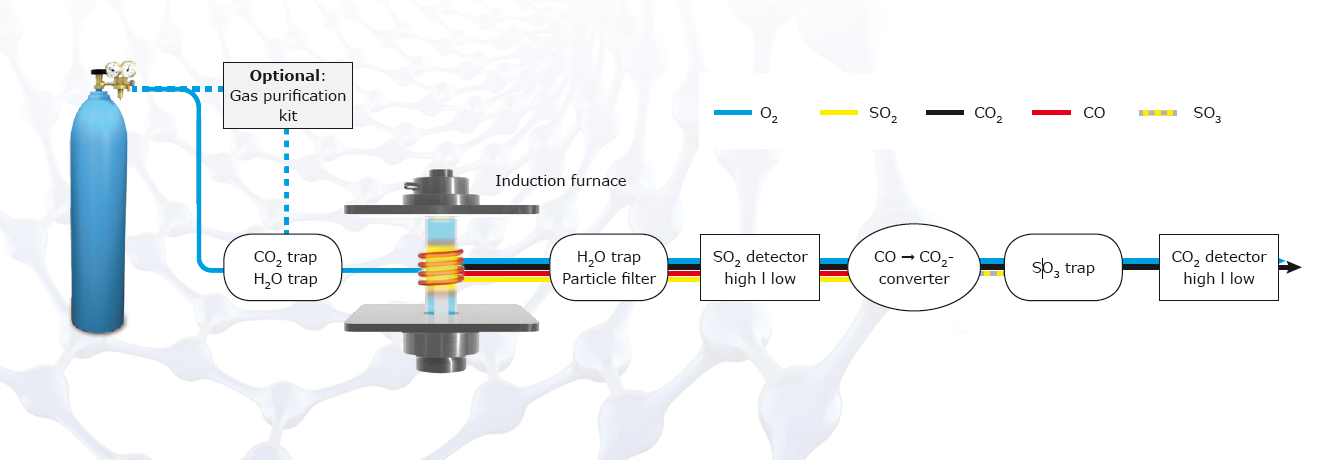
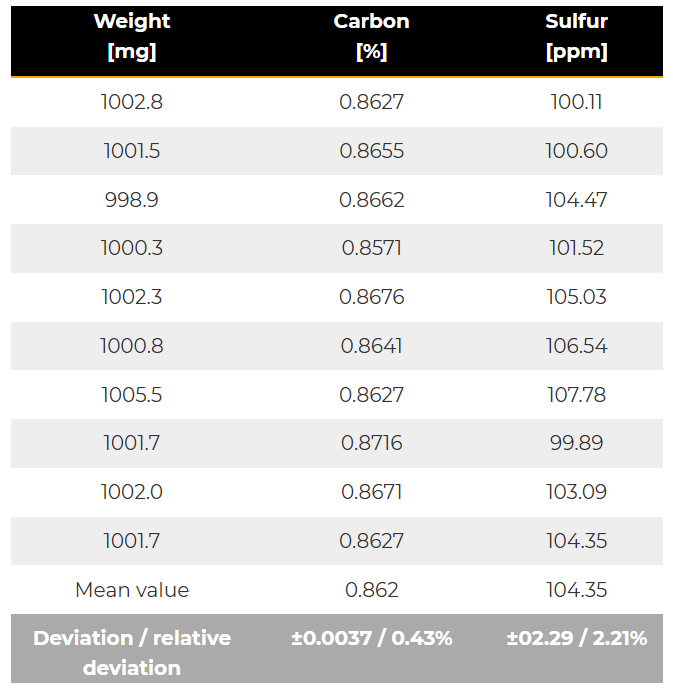
Die Probe wird in einem Tiegel gewogen und zur Analyse mit Wolfram bedeckt, Tabelle 4 zeigt ein typisches Ergebnis für eine Stahlprobe.
Tabelle 4: Messung von AR 875 #51256
Schlussfolgerung
Nichtmetallische Elemente wie Kohlenstoff, Schwefel, Wasserstoff, Sauerstoff und Stickstoff beeinflussen die physikalischen Eigenschaften metallischer Werkstoffe. Diese Elemente können in den pulverförmigen Rohstoffen für die additive Fertigung enthalten sein oder während des Produktionsprozesses eingebracht werden. Daher sollte eine gründliche Qualitätskontrolle immer eine Analyse des Rohstoffs und des Endprodukts umfassen. Die Verbrennungsanalyse bietet komfortable und zuverlässige Lösungen, um Elementkonzentrationen in einem Bereich von wenigen ppm bis zu Prozenten reproduzierbar zu messen.1 Introduction to additive manufacturing technology, www.epma.com/am
2 Berumen, S.; Bechmann, F.; et al, Quality Control of laser and powder bed-based Additive Manufacturing (AM) technologies, Physics procedia, 5, 617-622, LANE 2010